Tungsten inert gas (TIG) welding also known as Gas Tungsten arc welding (GTAW) is a popular choice of welding process when high level of weld quality is required. In present investigation, TIG welding is observed using Taguchi L9 orthogonal method on the dissimilar Stainless Steel 304 and aluminum 2000. The two metals where butt joined using two filler metals joined simultaneously. The selected input parameters were Current, Voltage and Gas flow rate. Three levels of factors were chosen according to the previous works done on those materials. Further the mechanical testing was performed and ultimate tensile stress was studied as response. The different specimen have the same behavior describe as elastic material. The best stress at break of the joint was 9.525MPa which was very low compare to the ones of the aluminum and stainless steel works. That experimental stress was slightly higher than Predicted stress 8.89 MPa confirming the validity of the optimal setting.
| Published in | Advances in Materials (Volume 15, Issue 1) |
| DOI | 10.11648/j.am.20261501.12 |
| Page(s) | 14-26 |
| Creative Commons |
This is an Open Access article, distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution and reproduction in any medium or format, provided the original work is properly cited. |
| Copyright |
Copyright © The Author(s), 2026. Published by Science Publishing Group |
Tensile Properties, Tungsten Inert Gas Welding, Dissimilar Metals, Optimization
Metals | Si | Fe | Mn | Cu | Mg | Zn | Ti | Be | Al |
|---|---|---|---|---|---|---|---|---|---|
AA2000 | / | / | 0.6 | 2.75 | 0.6 | 1 | 0.05 | / | Bal |
ER 4043 | 5.25 | 0.80 | 0.05 | 0.30 | 0.05 | 0.10 | 0.20 | 0.0003 | Bal |
Properties | Density (kg/m3) | Tensile strength (MPa) | Yield Strength (MPa) | Elongation (%) | Elastic modulus (GPa) |
|---|---|---|---|---|---|
Values | 2.80 | 485 | 415 | 50 | 72.4 |
Metals | Cr | Ni | Mo | Cu | C | Si | Mn | P | Fe |
|---|---|---|---|---|---|---|---|---|---|
SUS 304 | 18.36 | 9.23 | 0.07 | 0.08 | 0.051 | 0.76 | 0.97 | 0.027 | Bal |
ER 45 | 0.30 | 0.30 | 0.20 | 0.30 | 0.08 | 0.10 | 0.05 | 0.035 | Bal |
Properties | Density (kg/m3) | Tensile strength (MPa) | Yield Strength (MPa) | Elongation (%) | Elastic modulus (GPa) |
|---|---|---|---|---|---|
Values | 8000 | 515 | 205 | 50 | 192 |
Factors | Symbols | Level 1 | Level 2 | Level 3 |
|---|---|---|---|---|
Current (A) | C | 140 | 145 | 150 |
Voltage (V) | V | 90 | 100 | 110 |
Gaz flow rate (L/min) | G | 8 | 10 | 12 |
SN | Current (A) | Voltage (V) | Flow rate (L/min) | Force at break (KN) | Stress at break (MPa) | S/N (dB) | ||
|---|---|---|---|---|---|---|---|---|
S1 | S2 | Mean | ||||||
1 | 140 | 90 | 8 | 0.401 | 2.480 | 2.282 | 2.381 | 7.54 |
2 | 140 | 100 | 10 | 0.444 | 2.943 | 3.871 | 3.407 | 10.65 |
3 | 140 | 110 | 12 | 0.401 | 2.065 | 2.949 | 2.507 | 7.98 |
4 | 145 | 90 | 10 | 0.426 | 1.998 | 3.326 | 2.662 | 8.50 |
5 | 145 | 100 | 12 | 0.381 | 2.789 | 1.973 | 2.381 | 7.54 |
6 | 145 | 110 | 8 | 0.492 | 2.671 | 3.477 | 3.074 | 9.75 |
7 | 150 | 90 | 12 | 0.442 | 2.94 | 2.584 | 2.762 | 8.82 |
8 | 150 | 100 | 8 | 0.715 | 5.47 | 2.748 | 4.109 | 12.27 |
9 | 150 | 110 | 10 | 1.524 | 10.112 | 8.938 | 9.525 | 19.58 |
Factors | Current | Voltage | Flow rate | ||||||
|---|---|---|---|---|---|---|---|---|---|
Level | 140 | 145 | 150 | 90 | 100 | 110 | 8 | 10 | 12 |
S/N (dB) | 8.72 | 8.60 | 13.56 | 8.29 | 10.15 | 12.44 | 9.85 | 12.91 | 8.11 |
Factors | Current (C) | flow rate (G) | Voltage (V) |
|---|---|---|---|
Range (dB) | 4.96 | 4.80 | 4.15 |
Factor | Level | Mean tensile stress (MPa) | Mean S/N (dB) |
|---|---|---|---|
A (Current) | 140 | 2.765 | 8.722 |
145 | 2.706 | 8.598 | |
150 | 5.465 | 13.559 | |
V (Voltage) | 90 | 2.602 | 8.288 |
100 | 3.299 | 10.152 | |
110 | 5.035 | 12.438 | |
G (Gas flow) | 8 | 3.188 | 9.855 |
10 | 5.198 | 12.910 | |
12 | 2.550 | 8.114 |
Source | DOF | SS | MS | F | Contribution (%) |
|---|---|---|---|---|---|
Current | 2 | 14.91 | 7.46 | 2.66 | 36.01% |
Voltage | 2 | 9.42 | 4.71 | 1.68 | 22.76% |
Flow rate | 2 | 11.46 | 5.73 | 2.04 | 27.67% |
Error | 2 | 5.61 | 2.81 | — | 13.56% |
Total | 8 | 41.41 | — | — | 100% |
TIG | Tungsten Inert Gas |
GTAW | Gas Tungsten Arc Welding |
MIG | Over Metal Inert Gas |
MPa | Mega Pascal |
ANOVA | Analysis of Variance |
RSM | Response Surface Methodology |
GA | Genetic Algorithm |
ANN | Artificial Neutral Network |
FSW | Friction Stir Welding |
HAZ | Heat Affected Zone |
AC | Alternative Current |
S/N | Signal to Noise |
dB | Decibel |
SEM | Scanning Electron Microscopy |
DOF | Degree of Freedom |
SS | Sum of Square |
MS | Mean of Square |
F | Fisher |
| [1] | H. liu, W. Wang, J. Xie, S. Sun, l. Wang, Y. Qian, Y. Wei, Microstructure and mechanical properties of aluminum 5083 weldments by gas tungsten arc and gas metal arc welding, mater. Sci. Eng. A. 549, (2012), 7-13. |
| [2] | M. P. Bharani Dharam, T. Gowtham, H. S. Rahmanudeen, M. Adam Khan, S. Jani, G. Suganya Priyadharshini, Mechanical and electrochemical behaviour of austenitic stainless steel and nickel-based alloy dissimilar joint. In Proceedings of the international conference on surface engineering. (2018), 9-11. |
| [3] | C. Rajendran, K. Srinivasan, V. Balasubramanian, H. Balaji, P. Selvaraj, Feasibility study of FSW, LBW and TIG joining process to fabricate light combat aircraft structure, int. J. lightweight mater. manuf. 4(4), (2021), 480-490. |
| [4] | C. A. Anoop, P. Kumar, Application of taguchi methods and AnovA in GtAW Process Parameters optimization for Aluminum Alloy 7039, int. J. Eng. inn. tech. 2(11), (2013), 54-58. |
| [5] | V. Chaudhary, A. Bharti, Azam, S. M. Kumar, K. K. Saxena, A reinvestigation: Effect of TIG welding parameters on microstructure, mechanical, corrosion properties of welded joints, mater. today: Proc. 45, (2021) 4575-4580. |
| [6] | M. H. A. Kadir, M. Asmelash and A. Azhari, Investigation on welding distortion in stainless steel sheet using gas tungsten arc welding process Materials Today: Proceedings 46167 (2021) 4–9. |
| [7] | P. Mohan, Study the effects of welding parameters on TIG welding of aluminium plate PhD dissertation National Institute of Technology, India (2014). |
| [8] | M. F. Benlamnouar, N. Bensaid, T. Saadi, R. Badji, Multi-objective optimization and evolution of dis similar welding process between Cr-Mo steel and austenitic stainless steel for power plant application. Mater. Res. Express (2024), 11(2), 026507. |
| [9] | L. G. Tong, J. C. Gu, S. W. Yin, L. Wang, S. W. Bai, Impacts of torch moving on phase change and fluid f low in weld pool of SMAW. Int J Heat Mass Transf. (2016), 100, 949–957. |
| [10] | A. A. Oleiwi, A. S. J. Jilabi, The effects of travel speed of tungsten inert gas cladding of tungsten carbide and nickel composites on the microstructure of stain less steel. Advances in Science and Technology Research Journal. (2024), 18(4), 177–90. |
| [11] | G. Dak, K. Guguloth, R. S. Vidyarthy, D. Fydrych, C. Pandey, Creep rupture study of dissimilar welded joints of P92 and 304L steels. Weld World. (2024). |
| [12] | A. Kumar, K. Guguloth, S. M. Pandey, D. Fydrych, S. Sirohi, C. Pandey. Study on microstructure-property relationship of inconel 617 Alloy/304L SS steel dissim ilar welds joint. Metall Mater Trans (2023). A 54, 3844 3870. |
| [13] | F. I. Saunders, & R. H. Wagoner, The use of tailor-welded blanks in automotive applications - Simulation of Materials Processing: Theory, Methods and Applications. Rotterdam:: (1995). |
| [14] | B. Kinsey, V. Viswanathan, & J. Cao, Forming of aluminium tailor welded blanks. Journal of Materials and Manufacturing, 110, (2001), 673-679. |
| [15] | J. Tusek, Z. Kampus, & M. Suban, Welding of tailored blanks of different materials. Journal of Materials Processing Technology, 119, (2001) 180-184. |
| [16] | Chan, L. C., Cheng, C. H., Chan, S. M., Lee, T. C., & Chow, C. L. Formability analysis of tailor-welded blanks of different thickness ratios. Journal of Manufacturing Science and Engineering. (2005). |
| [17] | H. Zhang, & J. Liu, Microstructure characteristics and mechanical property of aluminum alloy/stainless steel lap joints fabricated by MIG welding–brazing process. Materials Science and Engineering A, 528, (2011), 6179-6185. |
| [18] | S. Fukumoto, H. Tsubakino, K. Okita, M. Aritoshi, & T. Tomita. Amorphization by friction stir welding between 5052 aluminum alloy and 304 stainless steel. Scripta Materialia, 42, (2000), 807-812. |
| [19] | S. M. Chan, L. C. Chan, & T. C. Lee, Tailor-welded blanks of different thickness ratios effects on forming limit diagrams. Journal of Materials Processing Technology, 132, (2003) 95-101. |
| [20] | S. Kumar, P. K. Singh, D. Patel, S. B. Prasad. Optimization of welding parameters of GTAW using response surface methodology vol 79, Scientific Bulletin Series-D, (2017). |
| [21] | K. M. Sreekumar and M. Sivakumar, Optimization of TIG welding parameters for dissimilar welding of AA7075-T6 and AA6061-T6 using response surface methodology, in Materials Today: Proceedings, vol. 43, (2021), pp. 1252-1257. |
| [22] | D. Mishra, P. K. Jha, and S. K. Pal, Optimization of TIG welding parameters for dissimilar metal joints using response surface methodology, in Materials Today: Proceedings, vol. 26, (2020), pp. 3357-3363. |
| [23] | Y. Zhang and L. Zhang, Microstructure and mechanical properties of TIG welded dissimilar joints of stainless steel and aluminum alloy, in Journal of Materials Processing Technology, vol. 279, (2020), p. 116494. |
| [24] | Y. Cao and B. Cong, Optimization of TIG welding process parameters for dissimilar metals based on orthogonal experimental method, in Materials Research Express, vol. 7, no. 3, (2020), p. 03653. |
| [25] | L. Zhu and X. Zeng, Investigation on dissimilar TIG welding of titanium alloy Ti6Al4V to stainless steel 304, in Materials Science and Engineering: A, vol. 743, (2019), pp. 369-377. |
| [26] | K. Yang and J. Li, Study on laser-TIG hybrid welding of dissimilar metals of aluminum alloy to stainless steel, in Optics and Laser Technology, vol. 110, (2019), pp. 286-293. |
| [27] | A. Keshavarz and M. Mousavizadeh, Investigation on the mechanical properties of TIG welded AA7075-T6/AA5083-H111 dissimilar joints, in Welding in the World, vol. 63, no. 3, pp. (2019) 589-601. |
| [28] | J. Hou and S. Wang, Investigation on the TIG welding process and properties of dissimilar stainless steel/aluminum alloy joints, in Welding in the World, vol. 63, no. 1, (2019) pp. 147-155. |
| [29] | L. Xu and Y. Du, Study on dissimilar joining of aluminum alloy to stainless steel by hybrid TIG-MIG welding, in Journal of Manufacturing Processes, vol. 32, (2018), pp. 477-486. |
| [30] | F. Jafarian and A. Kermanpur, Influence of welding parameters on mechanical properties and microstructure of dissimilar stainless steel/AISI 4130 steel joints fabricated by TIG welding, in Journal of Manufacturing Processes, vol. 31, (2018) pp. 336-343. |
| [31] | H. V. Mehta, and J. P. Jignesh, Optimization of TIG welding parameters for Dissimilar Metals Aluminium 6061 and SS304 using Taguchi Method, International Journal of Novel Research and Development, Volume 9, Issue 4 April 2024. |
| [32] | K. Mallieswaran, R. Padmanabhan & V. Balasubramanian): Friction stir welding parameters optimization for tailored welded blank sheets of AA1100 with AA6061 dissimilar alloy using response surface methodology, Advances in Materials and Processing Technologies, 2018. |
| [33] | A. Ali, M. Jawad, & M. Jahanzaib, Evaluation of microstructure and mechanical behavior of Aluminum 2024 and Stainless steel 304 GTAW joints. MATEC Web of Conferences, 381, Article (2023). |
| [34] | L. H. Shah, Z. Akhtar, & M. Ishak, Investigation of Aluminum-Stainless Steel dissimilar weld quality using different filler metals. International Journal of Automotive & Mechanical Engineering, 8, (2022), 1121-1131. |
| [35] | M. Jawad, A. Ali, K. Ishfaq, M. Jahanzaib, & M. Sajid. Performance Evaluation of 70–30 Cu–Ni Filler Metal for Improving Dissimilar Al2024-SS304 Joints’ Efficiency: A Mechanical and Microstructural Investigation. Journal of Materials Engineering and Performance, 32, (2023), 10149-10164. |
| [36] | Y. Yang., et al. Dissimilar welding of aluminium to steel: A review. Journal of Manufacturing Processes, 110, (2024), 376-397. |
| [37] | S. Liu, Q. Pang, Z. Zhang, & L. Hu, Formation and Evolution Mechanism of Intermetallic Compounds of Friction Stir Lap Welded Steel/Aluminum Joints. Materials (Basel), (2023), 16(18), 6118. |
| [38] | Wang, B., Zhao, J., Xiang, Y., He, Q., Li, F., Zhang, S., Wang, J., & Yan, J. (2026). The synergistic inhibition of the growth of intermetallic compounds at SAC305/Cu interface by Ni and Bi. Materials Characterization, 11 6024. |
| [39] | Jian Zhao, Jianhua Sheng, Jiangshan Liu, Senlin Yi, Biao Wang Jikang Yan (2025). Exploration of Alloy Element (Sb, Bi) Doped η′-Cu6Sn5: Structure, Elastic Anisotropy, Electronic Structure, and Fracture Toughness Canadian Journal of Physics, Journal of Electronic Materials Issue 1/2026. |
| [40] | Biao Wang, Xiu Li, Jiayi Xu, Jian Zhao, Yipeng Xiang, Jikang Yan (2025). Effect of Cu6Sn5/Ag3Sn Nanoparticles Addition on Properties of SAC305 Microstructure and Reliability of Solder. Advanced Engineering Materials. |
APA Style
Boris, N. (2026). Optimization of Tungsten Inert Gas Welding Process on the Tensile Properties of Dissimilar Metal Using Taguchi Method. Advances in Materials, 15(1), 14-26. https://doi.org/10.11648/j.am.20261501.12
ACS Style
Boris, N. Optimization of Tungsten Inert Gas Welding Process on the Tensile Properties of Dissimilar Metal Using Taguchi Method. Adv. Mater. 2026, 15(1), 14-26. doi: 10.11648/j.am.20261501.12
@article{10.11648/j.am.20261501.12,
author = {Noutegomo Boris},
title = {Optimization of Tungsten Inert Gas Welding Process on the Tensile Properties of Dissimilar Metal Using Taguchi Method},
journal = {Advances in Materials},
volume = {15},
number = {1},
pages = {14-26},
doi = {10.11648/j.am.20261501.12},
url = {https://doi.org/10.11648/j.am.20261501.12},
eprint = {https://article.sciencepublishinggroup.com/pdf/10.11648.j.am.20261501.12},
abstract = {Tungsten inert gas (TIG) welding also known as Gas Tungsten arc welding (GTAW) is a popular choice of welding process when high level of weld quality is required. In present investigation, TIG welding is observed using Taguchi L9 orthogonal method on the dissimilar Stainless Steel 304 and aluminum 2000. The two metals where butt joined using two filler metals joined simultaneously. The selected input parameters were Current, Voltage and Gas flow rate. Three levels of factors were chosen according to the previous works done on those materials. Further the mechanical testing was performed and ultimate tensile stress was studied as response. The different specimen have the same behavior describe as elastic material. The best stress at break of the joint was 9.525MPa which was very low compare to the ones of the aluminum and stainless steel works. That experimental stress was slightly higher than Predicted stress 8.89 MPa confirming the validity of the optimal setting.},
year = {2026}
}
TY - JOUR T1 - Optimization of Tungsten Inert Gas Welding Process on the Tensile Properties of Dissimilar Metal Using Taguchi Method AU - Noutegomo Boris Y1 - 2026/04/02 PY - 2026 N1 - https://doi.org/10.11648/j.am.20261501.12 DO - 10.11648/j.am.20261501.12 T2 - Advances in Materials JF - Advances in Materials JO - Advances in Materials SP - 14 EP - 26 PB - Science Publishing Group SN - 2327-252X UR - https://doi.org/10.11648/j.am.20261501.12 AB - Tungsten inert gas (TIG) welding also known as Gas Tungsten arc welding (GTAW) is a popular choice of welding process when high level of weld quality is required. In present investigation, TIG welding is observed using Taguchi L9 orthogonal method on the dissimilar Stainless Steel 304 and aluminum 2000. The two metals where butt joined using two filler metals joined simultaneously. The selected input parameters were Current, Voltage and Gas flow rate. Three levels of factors were chosen according to the previous works done on those materials. Further the mechanical testing was performed and ultimate tensile stress was studied as response. The different specimen have the same behavior describe as elastic material. The best stress at break of the joint was 9.525MPa which was very low compare to the ones of the aluminum and stainless steel works. That experimental stress was slightly higher than Predicted stress 8.89 MPa confirming the validity of the optimal setting. VL - 15 IS - 1 ER -
Department of Mechanical and Industrial Engineering, University of Bamenda, Bambili, Cameroon
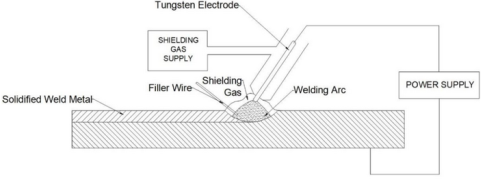
Figure 1. A diagram of a complete gas tungsten arc welding station.
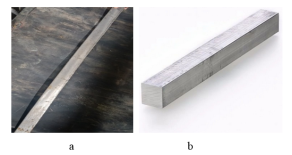
Figure 2. Materials used a- Stainless steel SUS 304 and b-Aluminum AA 2000.
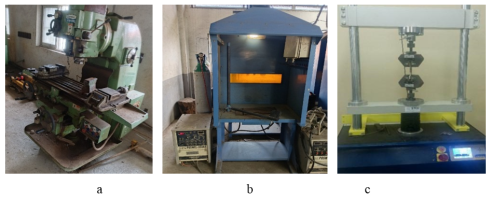
Figure 3. Equipments used a-Milling machine b-TIG welding machine c-Universal testing machine.
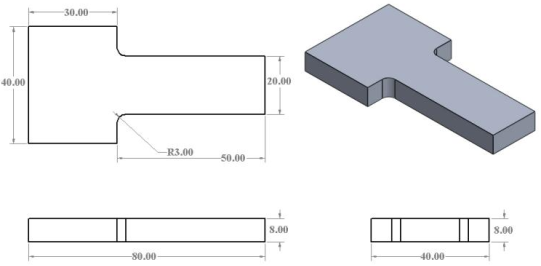
Figure 4. Dimmensions of differents pieces.
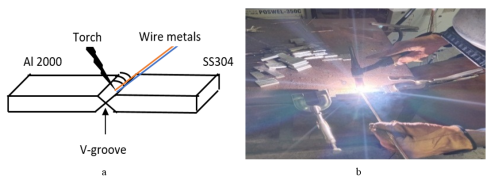
Figure 5. Welding: a- schematic diagram, b- process.
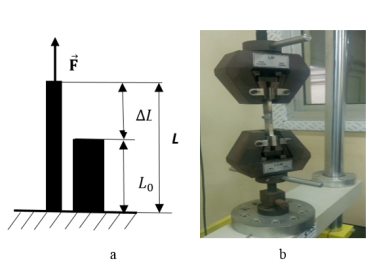
Figure 6. Tensile testing: a- Setup and b- Experimentation.
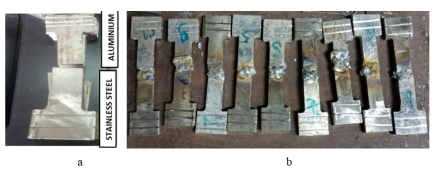
Figure 7. Specimen: a-Different metals and b-Welded dissimilar metals.
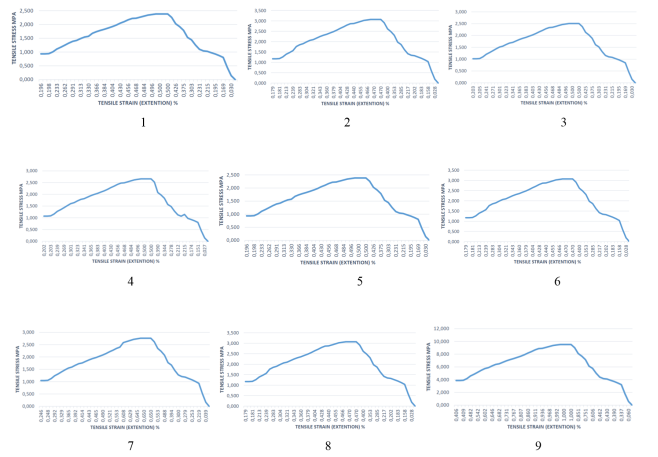
Figure 8. Curve behavior stress-strain of different specimen.
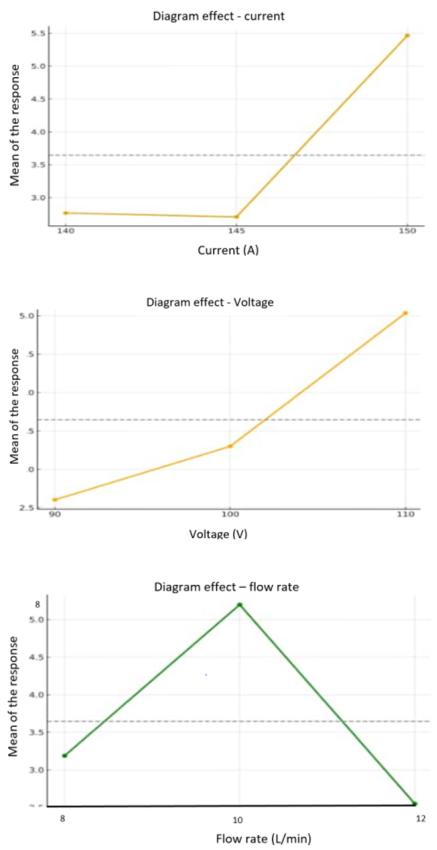
Figure 9. Means of response in function of levels of different factors.
Information

