Composite materials are widely used in aerospace, automotive, and mechanical engineering industries because of their excellent strength-to-weight ratio, high stiffness, corrosion resistance, and durability under demanding operating conditions. These advantages make them attractive for the production of lightweight and high-performance components. However, the machining of composite materials remains a challenging task due to their heterogeneous structure, anisotropic behavior, and abrasive characteristics. During milling operations, these properties can lead to unstable cutting conditions, increased cutting forces, rapid tool wear, and deterioration of surface quality. The present study investigates the influence of cutting parameters and tool wear on the machining quality of composite materials during CNC milling processes. Particular attention is paid to the effects of cutting speed, feed rate, and depth of cut on the cutting performance and the quality of the machined surface. Experimental investigations were conducted under various machining conditions to evaluate the relationships between process parameters, tool wear progression, and machining outcomes. The results of the study indicate that machining parameters significantly affect cutting force behavior, surface roughness, and tool life. Among the investigated factors, feed rate was found to have the most pronounced influence on cutting force fluctuations, surface finish quality, and the rate of tool wear. An increase in feed rate resulted in higher cutting loads and accelerated wear of the cutting tool, which negatively affected the quality of the machined surface. The findings of this research contribute to a better understanding of composite material machining and provide useful recommendations for selecting optimal CNC milling conditions to improve productivity, reduce tool wear, and achieve higher surface quality.
| Published in | American Journal of Mechanics and Applications (Volume 13, Issue 2) |
| DOI | 10.11648/j.ajma.20261302.12 |
| Page(s) | 28-34 |
| Creative Commons |
This is an Open Access article, distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution and reproduction in any medium or format, provided the original work is properly cited. |
| Copyright |
Copyright © The Author(s), 2026. Published by Science Publishing Group |
Composite Materials, Milling Parameters, Surface Roughness, Tool Wear, Composite Milling, Finite Element Modeling
Density. kg/m3 | 2 000 | 2 000 |
Orthotropic Elasticity | ||
Young's Modulus X direction. Pa | 45 000 | 4.5e+10 |
Shear Modulus XZ. Pa | 5 000 | 5e+09 |
Poisson's Ratio XZ | 0.3 | 0.30000 |
Young's Modulus Y direction. Pa | 45 000 | 4.5e+10 |
Shear Modulus YZ. Pa | 5 000 | 5e+09 |
Poisson's Ratio YZ | 0.3 | 0.30000 |
Young's Modulus Z direction. Pa | 10 000 | 1e+10 |
Shear Modulus XY. Pa | 5 000 | 5e+09 |
Poisson's Ratio XY | 0.3 | 0.30000 |
Orthotropic Stress Limits | ||
Tensile X direction. Pa | 1100 | 1.1e+09 |
Compressive X direction. Pa | -675 | -6.75e+08 |
Shear XY. Pa | 80 | 8e+07 |
Tensile Y direction. Pa | 1100 | 1.1e+09 |
Compressive Y direction. Pa | -675 | -6.75e+08 |
Shear YZ. Pa | 80 | 9e+07 |
Tensile Z direction. Pa | 35 | 3.6e+07 |
Compressive Z direction. Pa | -120 | -1.3e+08 |
Shear XZ. Pa | 80 | 9e+07 |
Stiffness. |
|
Young's Modulus. |
|
Coefficient of linear expansion. |
|
Density. |
|
Time τ | Wear h. mm | Surface roughness Ra |
|---|---|---|
3 | 0.05 | 2.09 |
6 | 0.07 | 2.29 |
8 | 0.08 | 2.88 |
13 | 0.09 | 2.88 |
16 | 0.09 | 3.06 |
21 | 0.10 | 4.35 |
28 | 0.11 | 4.83 |
32 | 0.12 | 5.58 |
38 | 0.13 | 5.68 |
42 | 0.13 | 5.5 |
45 | 0.14 | 5.16 |
47 | 0.17 | 5.49 |
51 | 0.19 | 5.49 |
54 | 0.20 | 5.76 |
56 | 0.21 | 5.95 |
60 | 0.21 | 5.95 |
63 | 0.22 | 5.96 |
67 | 0.23 | 5.94 |
69 | 0.23 | 6.05 |
72 | 0.25 | 5.94 |
74 | 0.27 | 6.27 |
78 | 0.28 | 6.49 |
81 | 0.31 | 7.04 |
Time τ | Wear h. mm | Surface roughness Ra |
|---|---|---|
0.55 | 0.05 | 2.23 |
1.1 | 0.06 | 2.37 |
1.63 | 0.06 | 2.45 |
2.75 | 0.08 | 2.22 |
3.85 | 0.11 | 2.35 |
5.51 | 0.31 | 2.67 |
Time τ | Wear h. mm | Surface roughness Ra |
|---|---|---|
0.18 | 0.11 | 5.52 |
0.38 | 0.14 | 5.73 |
0.56 | 0.22 | 7.11 |
0.93 | 0.28 | 7.73 |
1.34 | 0.32 | 7.52 |
Time τ | Wear h. mm | Surface roughness Ra |
|---|---|---|
0.98 | 0.02 | 2.023 |
1.98 | 0.04 | 2.35 |
2.94 | 0.07 | 3.424 |
4.95 | 0.11 | 2.84 |
6.93 | 0.12 | 3.352 |
8.95 | 0.15 | 2.816 |
10.87 | 0.21 | 2.68 |
13.89 | 0.26 | 4.536 |
16.85 | 0.3 | 2.49 |
τ | Machining Time |
h | Flank Wear of the Cutting Tool |
| [1] | Fayzimatov Sh. N., Rustamov B. N. “Assessment of the Influence of the Structural and Geometrical Parameters of Cutting Tools on Equivalent Stresses Generated in the Cutting Zone” // Scientific and Technical Journal of Fergana State Technical University. 2025. Vol. 29. Special Issue No. 20. pp. 29–33. |
| [2] | Fayzimatov Sh. N., Rustamov B. N. “Modeling and Investigation of Stresses Acting on Cutting Tools during Milling of Fiberglass Composite Materials” // Scientific and Technical Journal of Fergana State Technical University. 2025. Vol. 29. Special Issue No. 19. pp. 9–12. |
| [3] | Fayzimatov Sh. N., Rustamov B. N. “Machining Characteristics of Parts Made from Composite Materials” // Scientific and Technical Journal of Fergana State Technical University. 2025. Vol. 29. Special Issue No. 11. pp. 50–54. |
| [4] | Khusanov Y. Y. “Technological Possibilities for Stabilizing the Drilling Processes of Polymer Composite Materials” // Proceedings of the International Scientific and Technical Conference “Modern Materials, Equipment and Technologies in Mechanical Engineering”. Andijan, 2014. pp. 208–210. |
| [5] | Khusanov Y. Y. “Application of High-Efficiency Technologies in Machining Composite Materials” // Proceedings of the Scientific and Practical Conference of Faculty Members. 2015. pp. 38–39. |
| [6] | Khusanov Y. Y. “Current State of Polymer Composite Material Machining” // Proceedings of the Republican Scientific and Practical Conference “Non-Traditional Chemical Technologies and Environmental Problems”. Fergana, 2015. pp. 323–324. |
| [7] | Valikhonov D. A. “Calculation of Forces Acting during Rolling and Compression Processing of Polymer Material Blanks” // Proceedings of the International Scientific and Practical Conference “Problems and Solutions in Textile and Light Industry under Conditions of Integration of Science and Production”, Namangan Institute of Engineering and Technology. 2022. Vol. 5–6. p. 202. |
| [8] | Karimov R. Kh., Valikhonov D. A., Mirzayev M. “Selection of Cutting Conditions and Tool Parameters for Machining Polymer Material Blanks” // Economy and Society. 2022. No. 4(95). April. Website: |
| [9] | Valikhonov D. A. “Mechanism of Chip Fragmentation during Turning of Polymer Materials” // Scientific and Technical Journal of Fergana State Technical University. 2023. Vol. 27. No. 2. pp. 44–48. |
| [10] | Maqsood, F. Machining of Carbon Fiber Reinforced Polymer Composites: Doctor of Philosophy (PhD) Dissertation. – University of Sheffield, 2013. 248 p. |
| [11] | Namburi, S. R. Characterization of Cutting Forces in Milling of Unidirectional and Random Fiber Composites: Master of Science Thesis. University of Washington, 2017. 291 p. |
| [12] | Fayzimatov B. N., Khusanov Y. Y., Egamberdiyeva D. A. “Influence of the Physical and Mechanical Properties of Polymer Composite Materials on Drilling Productivity” // Proceedings of the Republican Scientific and Technical Conference “Mechanical Engineering Production and Education: Problems and Innovative Solutions”. Fergana, 2019. pp. 233–234. |
| [13] | Rao, G. V. G., Mahajan, P., Bhatnagar, N. Three-Dimensional Macro-Mechanical Finite Element Model for Machining of Unidirectional Fiber-Reinforced Polymer Composites // Materials Science and Engineering. 2008. No. 498. pp. 142–149. |
| [14] | Armarego, E. J. A. Predictive Modeling of Machining Operations –A Means of Bridging the Gap Between Theory and Practice // CSME Forum. Hamilton, 2000. pp. 18–27. |
| [15] | US Patent 5685674. Method of Machining Composites. – 1997. |
APA Style
Shukhrat, F., Bannobjon, R. (2026). Influence of Milling Parameters on Surface Roughness and Tool Wear During Milling of Composite Materials. American Journal of Mechanics and Applications, 13(2), 28-34. https://doi.org/10.11648/j.ajma.20261302.12
ACS Style
Shukhrat, F.; Bannobjon, R. Influence of Milling Parameters on Surface Roughness and Tool Wear During Milling of Composite Materials. Am. J. Mech. Appl. 2026, 13(2), 28-34. doi: 10.11648/j.ajma.20261302.12
@article{10.11648/j.ajma.20261302.12,
author = {Fayzimatov Shukhrat and Rustamov Bannobjon},
title = {Influence of Milling Parameters on Surface Roughness and Tool Wear During Milling of Composite Materials},
journal = {American Journal of Mechanics and Applications},
volume = {13},
number = {2},
pages = {28-34},
doi = {10.11648/j.ajma.20261302.12},
url = {https://doi.org/10.11648/j.ajma.20261302.12},
eprint = {https://article.sciencepublishinggroup.com/pdf/10.11648.j.ajma.20261302.12},
abstract = {Composite materials are widely used in aerospace, automotive, and mechanical engineering industries because of their excellent strength-to-weight ratio, high stiffness, corrosion resistance, and durability under demanding operating conditions. These advantages make them attractive for the production of lightweight and high-performance components. However, the machining of composite materials remains a challenging task due to their heterogeneous structure, anisotropic behavior, and abrasive characteristics. During milling operations, these properties can lead to unstable cutting conditions, increased cutting forces, rapid tool wear, and deterioration of surface quality. The present study investigates the influence of cutting parameters and tool wear on the machining quality of composite materials during CNC milling processes. Particular attention is paid to the effects of cutting speed, feed rate, and depth of cut on the cutting performance and the quality of the machined surface. Experimental investigations were conducted under various machining conditions to evaluate the relationships between process parameters, tool wear progression, and machining outcomes. The results of the study indicate that machining parameters significantly affect cutting force behavior, surface roughness, and tool life. Among the investigated factors, feed rate was found to have the most pronounced influence on cutting force fluctuations, surface finish quality, and the rate of tool wear. An increase in feed rate resulted in higher cutting loads and accelerated wear of the cutting tool, which negatively affected the quality of the machined surface. The findings of this research contribute to a better understanding of composite material machining and provide useful recommendations for selecting optimal CNC milling conditions to improve productivity, reduce tool wear, and achieve higher surface quality.},
year = {2026}
}
TY - JOUR T1 - Influence of Milling Parameters on Surface Roughness and Tool Wear During Milling of Composite Materials AU - Fayzimatov Shukhrat AU - Rustamov Bannobjon Y1 - 2026/06/26 PY - 2026 N1 - https://doi.org/10.11648/j.ajma.20261302.12 DO - 10.11648/j.ajma.20261302.12 T2 - American Journal of Mechanics and Applications JF - American Journal of Mechanics and Applications JO - American Journal of Mechanics and Applications SP - 28 EP - 34 PB - Science Publishing Group SN - 2376-6131 UR - https://doi.org/10.11648/j.ajma.20261302.12 AB - Composite materials are widely used in aerospace, automotive, and mechanical engineering industries because of their excellent strength-to-weight ratio, high stiffness, corrosion resistance, and durability under demanding operating conditions. These advantages make them attractive for the production of lightweight and high-performance components. However, the machining of composite materials remains a challenging task due to their heterogeneous structure, anisotropic behavior, and abrasive characteristics. During milling operations, these properties can lead to unstable cutting conditions, increased cutting forces, rapid tool wear, and deterioration of surface quality. The present study investigates the influence of cutting parameters and tool wear on the machining quality of composite materials during CNC milling processes. Particular attention is paid to the effects of cutting speed, feed rate, and depth of cut on the cutting performance and the quality of the machined surface. Experimental investigations were conducted under various machining conditions to evaluate the relationships between process parameters, tool wear progression, and machining outcomes. The results of the study indicate that machining parameters significantly affect cutting force behavior, surface roughness, and tool life. Among the investigated factors, feed rate was found to have the most pronounced influence on cutting force fluctuations, surface finish quality, and the rate of tool wear. An increase in feed rate resulted in higher cutting loads and accelerated wear of the cutting tool, which negatively affected the quality of the machined surface. The findings of this research contribute to a better understanding of composite material machining and provide useful recommendations for selecting optimal CNC milling conditions to improve productivity, reduce tool wear, and achieve higher surface quality. VL - 13 IS - 2 ER -
The Department of Mechanical Engineering, Fergana State Technical University, Fergana, Uzbekistan
Biography: Fayzimatov Shukhrat is a Doctor of Technical Sciences and a professor in the field of mechanical engineering and manufacturing technology. He has made significant contributions to research on machining processes, composite material processing, cutting tool performance and manufacturing systems. He is the author of numerous scientific articles, educational materials and methodological works devoted to machining technology and modern manufacturing methods. Currently, he works at the Department of Mechanical Engineering of Fergana State Technical University, where he actively participates in scientific research and supervises graduate students and young researchers. His scientific interests include CNC machining, composite material processing, cutting tool wear, surface quality improvement, and optimization of machining parameters. Throughout his academic career, Professor Fayzimatov has supervised numerous postgraduate researchers and has played an important role in the development of engineering education and advanced manufacturing research in Uzbekistan.
Research Fields: Machining Technologies, Composite Material Processing, Cutting Tool Design, High-Speed Machining, Cutting Force Analysis, Tool Wear and Surface Integrity, CNC Manufacturing Systems, Adaptive Control in Machining Processes, Modeling of Technological Processes, Intelligent Manufacturing Technologies.

The Department of Mechanical Engineering, Fergana State Technical University, Fergana, Uzbekistan
Biography: Rustamov Bannobjon is a PhD candidate and assistant lecturer at the Department of Mechanical Engineering, Fergana State Technical University, Uzbekistan. He completed advanced professional training abroad and actively collaborates with foreign professors and researchers in the field of advanced manufacturing technologies and composite material processing. He is actively involved in scientific research related to modern machining technologies and intelligent manufacturing systems.
Research Fields: Composite Material Machining, Milling of GFRP Composites, Cutting Force Stabilization, Tool Wear Analysis, Surface Roughness Formation, Finite Element Modeling of Machining Processes, High-Speed Milling Technologies, Adaptive Control of Machining Processes, CNC Manufacturing Technologies, Intelligent Manufacturing Systems.

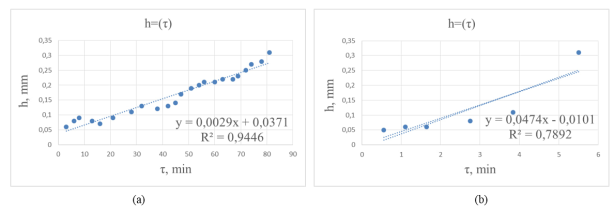
Figure 1. Dependence of cutting tool wear on machining time.
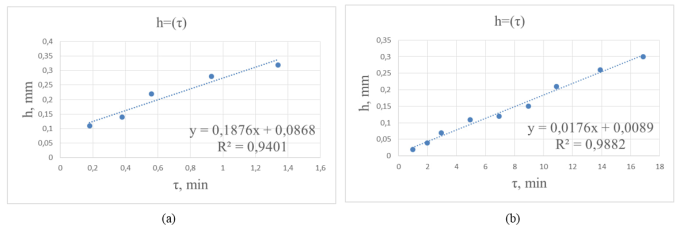
Figure 2. Dependence of cutting tool wear on machining time.
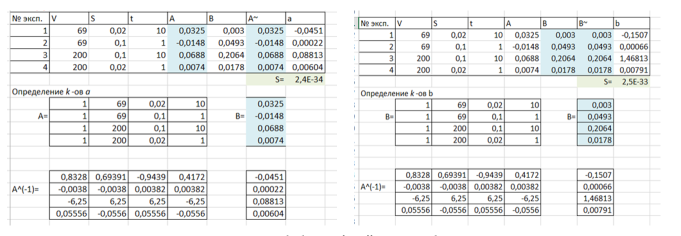
Figure 3. Calculation of coefficients A and B.
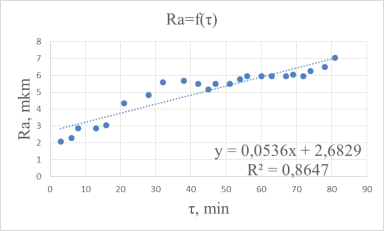
Figure 4. Dependence of surface roughness on time.
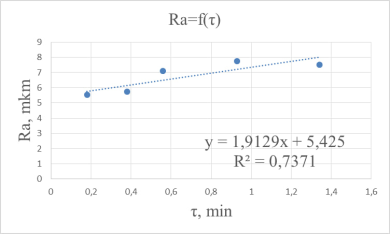
Figure 5. Dependence of surface roughness on time.
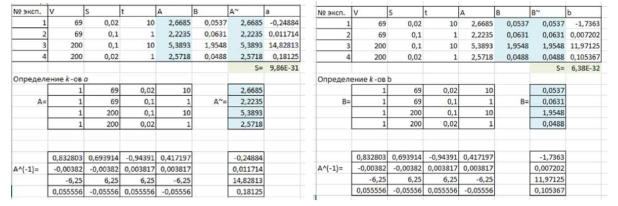
Figure 6. Calculation of coefficients A and B.
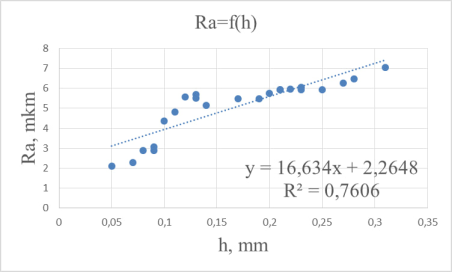
Figure 7. Dependence of cutting tool wear on surface roughness.
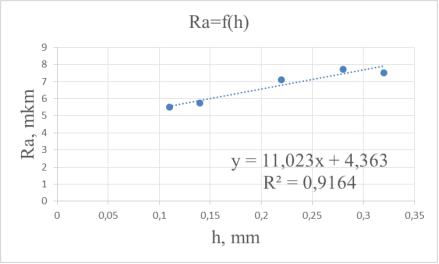
Figure 8. Dependence of cutting tool wear on surface roughness.
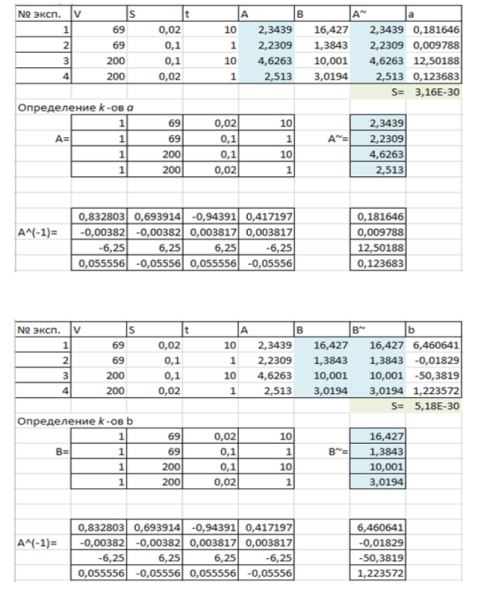
Figure 9. Fragment of calculation of coefficients A and B.
Information








