This study is a comprehensive and in-depth investigation of the performance of drag-reducing agents (DRA) for pipeline oil products. Systematic experiments were conducted using a specially constructed indoor loop experimental device, using drag reduction rate as a metric. During the experimental process, variables such as DRA concentration and Reynolds number were precisely regulated to analyze the mechanism and influence law of these factors on the drag reduction rate. Based on a large amount of experimental data, a drag reduction rate prediction fitting formula is proposed that integrally considers relevant parameters such as drag-reducing agent concentration, Reynolds number, temperature, pipe diameter, and oil properties. The structure of the formula is designed to incorporate the mechanism and influencing factors of the DRA, and specific coefficients are introduced to express the relationship between the drag reduction rate and various aspects. Subsequently, the formula is fitted and validated using indoor experimental data and field data from actual crude oil pipeline transportation. The results show that the proposed fitting formula has high accuracy and reliability under different operating conditions. This formula and the accompanying validation method are expected to be effective tools for predicting drag reduction rates. This study provides a solid theoretical basis and strong technical support for the optimization of the additive amount of DRA in the crude oil pipeline transportation process and the precise regulation of transportation parameters, which is expected to be widely used and deeply promoted in the pipeline transportation link in the field of petroleum industry, and provides a reference example for the subsequent related research and technical improvement.
| Published in | International Journal of Economy, Energy and Environment (Volume 10, Issue 2) |
| DOI | 10.11648/j.ijeee.20251002.11 |
| Page(s) | 17-30 |
| Creative Commons |
This is an Open Access article, distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution and reproduction in any medium or format, provided the original work is properly cited. |
| Copyright |
Copyright © The Author(s), 2025. Published by Science Publishing Group |
Oil Pipeline Transportation, Drag Reducing Agent, Turbulent, Fluid Flow, Fitting Prediction
Q (L/min) | c (ppm) | ΔP0 (kPa) | ΔPDR (kPa) | DR% |
|---|---|---|---|---|
26.451 | 10 | 132.460 | 91.456 | 30.96 |
26.465 | 10 | 132.565 | 90.160 | 31.99 |
26.585 | 20 | 133.469 | 64.714 | 51.52 |
26.351 | 20 | 131.706 | 62.956 | 52.20 |
26.725 | 30 | 134.524 | 54.828 | 59.25 |
26.996 | 30 | 136.566 | 52.812 | 61.33 |
26.889 | 40 | 135.760 | 44.548 | 67.19 |
27.109 | 40 | 137.418 | 43.618 | 68.26 |
26.559 | 50 | 133.274 | 40.479 | 69.62 |
26.647 | 50 | 133.937 | 40.113 | 70.04 |
26.281 | 60 | 131.179 | 41.150 | 68.64 |
26.506 | 60 | 132.874 | 41.500 | 68.78 |
Q (L/min) | Re | ΔP0 (kPa) | ΔPDR (kPa) | DR% |
|---|---|---|---|---|
4.829 | 3985 | 5.932 | 5.063 | 16.27 |
5.006 | 4034 | 6.000 | 4.965 | 17.25 |
9.544 | 7994 | 20.001 | 12.413 | 38.08 |
9.757 | 8054 | 20.639 | 13.059 | 36.77 |
13.879 | 11939 | 39.152 | 21.861 | 44.19 |
13.922 | 12122 | 39.380 | 22.134 | 43.80 |
24.695 | 20866 | 106.681 | 51.333 | 51.88 |
25.262 | 20951 | 107.204 | 51.000 | 52.42 |
29.978 | 24521 | 146.820 | 73.447 | 49.97 |
30.054 | 24635 | 147.102 | 68.638 | 53.34 |
34.953 | 30278 | 204.593 | 93.270 | 54.42 |
35.438 | 30669 | 206.739 | 94.666 | 54.22 |
41.254 | 34570 | 263.455 | 124.846 | 52.63 |
41.371 | 34684 | 265.003 | 127.656 | 51.84 |
45.985 | 39294 | 329.629 | 157.842 | 52.12 |
46.152 | 39374 | 329.521 | 161.500 | 51.00 |
Q (L/min) | Re | ΔP0 (kPa) | ΔPDR (kPa) | DR% |
|---|---|---|---|---|
18.535 | 7921 | 2.403 | 2.108 | 13.63 |
18.701 | 7992 | 2.403 | 2.076 | 15.05 |
27.437 | 11725 | 4.703 | 3.918 | 16.88 |
28.394 | 12134 | 4.996 | 3.968 | 20.74 |
46.602 | 19916 | 11.314 | 8.798 | 22.31 |
46.827 | 20012 | 10.571 | 8.193 | 22.55 |
59.637 | 25468 | 16.483 | 11.820 | 28.36 |
59.814 | 25561 | 16.483 | 11.815 | 28.40 |
69.321 | 29624 | 21.475 | 16.290 | 24.19 |
69.996 | 29913 | 21.475 | 16.036 | 25.37 |
82.250 | 35150 | 29.234 | 22.302 | 23.74 |
84.180 | 35974 | 29.234 | 22.114 | 24.39 |
Daily throughput | Export pump pressure | Pipe diameter | Average velocity | Reynolds number |
|---|---|---|---|---|
10000 m3/d | 5745 kPa | 244.5 mm | 2.465 m/s | 27907 |
Temperature | Viscosity | Density |
|---|---|---|
80°C | 19.48 mPa·s | 902 kg/m3 |
Flowrate (m3/h) | Concentration (ppm) | Pipeline pressure (kPa) |
|---|---|---|
427 | 0 | 5745 |
427 | 0 | 5683 |
427 | 0 | 5721 |
427 | 20 | 4653 |
427 | 20 | 4756 |
427 | 20 | 4604 |
427 | 30 | 3657 |
427 | 30 | 3875 |
427 | 30 | 3686 |
427 | 40 | 3345 |
427 | 40 | 3290 |
427 | 40 | 3229 |
Daily throughput | Average pressure drop | Pipe diameter | Roughness | Reynolds number |
|---|---|---|---|---|
10173 m3/d | 1075 kPa | 355.6 mm | 0.05 mm | 13000 |
Temperature | Viscosity | Density |
|---|---|---|
67.5°C | 27.88 mPa·s | 855 kg/m3 |
Concentration (ppm) | Inlet pressure (kPa) | Outlet pressure (kPa) |
|---|---|---|
8 | 1010 | 157 |
8 | 1023 | 179 |
8 | 1057 | 165 |
16 | 839 | 194 |
16 | 871 | 188 |
16 | 894 | 164 |
25 | 748 | 165 |
25 | 745 | 166 |
25 | 686 | 164 |
30 | 703 | 166 |
30 | 608 | 167 |
30 | 680 | 167 |
35 | 675 | 168 |
35 | 627 | 165 |
35 | 672 | 166 |
40 | 677 | 167 |
40 | 570 | 166 |
40 | 629 | 167 |
DRA | Drag Reducing Agent |
| [1] | Mutezo, G., Mulpo, J. A review of Africa's transition from fossil fuels to renewable energy using circular economy principles. Renewable and Sustainable Energy Reviews. 2021, 137, 110609. |
| [2] | Li, Z., Liang, Y., Liao, Q., et al. A review of multiproduct pipeline scheduling: from bibliometric analysis to research framework and future research directions. Journal of Pipeline Science and Engineering. 2021, 1(4), 395-406. |
| [3] | Wang, G., Cheng, Q., Zhao, W., et al. Review on the transport capacity management of oil and gas pipeline network: Challenges and opportunities of future pipeline transport. Energy Strategy Reviews. 2022, 43, 100933. |
| [4] | Bazyar, A., Zarrinpoor, N., Safavian, A. Optimal design of a sustainable natural gas supply chain network under uncertainty. Chemical Engineering Research and Design. 2021, 176, 60-88. |
| [5] | Souas, F., Meddour, A S E. Drag reduction in single-phase crude oil flow: A mini-review. Journal of Pipeline Science and Engineering. 2022, 2(4), 100088. |
| [6] | Gu, Y., Yu, S., Mou, J., et al. Research progress on the collaborative drag reduction effect of polymers and surfactants. Materials. 2020, 13(2), 444. |
| [7] | Jalal, M A., Khalaf, M N., Al-Abdulsayyed, M A. Effect of the Polymer Structure Diversity on the Eddies Suppression of Basrah Light Crude Oil Turbulent Flow. Egyptian Journal of Chemistry. 2021, 64(7), 3365-3378. |
| [8] | Zabihi, R., Mowla, D., Karami, H R. Artificial intelligence approach to predict drag reduction in crude oil pipelines. Journal of Petroleum Science and Engineering. 2019, 178, 586-593. |
| [9] | Karami, H R., Rahimi, M., Ovaysi, S. Degradation of drag reducing polymers in aqueous solutions. Korean Journal of Chemical Engineering. 2018, 35, 34-43. |
| [10] | Al-Wahaibi, T., Abubakar, A., Al-Hashmi, A., et al. Energy analysis of oil-water flow with drag-reducing polymer in different pipe inclinations and diameters. Journal of Petroleum Science and Engineering. 2017, 149, 315-321. |
| [11] | Mansour, A R., Swaiti, O., Aldoss, T., et al. Drag reduction in turbulent crude oil pipelines using a new chemical solvent. International Journal of Heat and Fluid Flow. 1988, 9(3), 316-320. |
| [12] | Dujmovich, T., Gallegos, A. Drag reducers improve throughput, cut costs. Offshore (Conroe, Tex.). 2005, 65(12), 55-58. |
| [13] | Amarouchene, Y., Kellay, H. Polymers in 2D turbulence: suppression of large scale fluctuations. Physical Review Letters. 2002, 89(10), 104502. |
| [14] | Toms, B. Some Observations on the Flow of Linear Polymer Solutions Through Straight Tubes at Large Reynolds Number. In Proc. 1st Intl Congr. Rheol. 1948; Vol. 2, pp. 135-141. |
| [15] | Virk. P S. Drag reduction fundamentals. AIChE Journal. 1975, 21(4), 625-656. |
| [16] | Burger, E D., Munk, W R., Wahl, H A. Flow increase in the Trans Alaska Pipeline through use of a polymeric drag-reducing additive. Journal of petroleum Technology. 1982, 34(02), 377-386. |
| [17] | Mohareb, R M., Badawi, A M., Noor, EL-DIN M R., et al. Synthesis and Characterization of Cationic Surfactants Based on N-Hexamethylenetetramine as Active Microfouling Agents. Journal of Surfactants and Detergents. 2015, 18(3), 529-535. |
| [18] | Tamano, S., Kitao, T., Morinishi, Y. Turbulent drag reduction of boundary layer flow with non-ionic surfactant injection. Journal of Fluid Mechanics. 2014, 749, 367-403. |
| [19] | Rubinstein, M., Semenov, A N. Dynamics of Entangled Solutions of Associating Polymers. Macromolecules. 2001, 34(4), 1058-1068. |
| [20] | Downey, J S., Frank, R S., Li W-H., et al. Growth Mechanism of Poly(divinylbenzene) Microspheres in Precipitation Polymerization. Macromolecules. 1999, 32(9), 2838-2844. |
| [21] | Gyr, A., Bewersdorff H-W. Drag reduction of turbulent flows by additives. Springer Science & Business Media; 2013. |
| [22] | Asidin, M., Suali, E., Jusnukin, T., et al. Review on the applications and developments of drag reducing polymer in turbulent pipe flow. Chinese Journal of Chemical Engineering. 2019, 27(8), 1921-1932. |
| [23] | Han, W J., Dong, Y Z., Choi, H J. Applications of water-soluble polymers in turbulent drag reduction. Processes. 2017, 5(2), 24. |
| [24] | Hazlina, H., Azizi, A., Husna, A. An overview of viscosity reducers in heavy crude oil production. CHEMECA, Perth, Western Australia paper. 2014, (838). |
| [25] | Jubran, B., Zurigat, Y., Goosen, M. Drag reducing agents in multiphase flow pipelines: Recent trends and future needs. Petroleum science and technology. 2005, 23(11-12), 1403-1424. |
| [26] | Inaba, H., Aly, W I., Haruki, N., et al. Flow and heat transfer characteristics of drag reducing surfactant solution in a helically coiled pipe. Heat and mass transfer. 2005, 41, 940-52. |
| [27] | Graham, M D. Drag reduction in turbulent flow of polymer solutions. Rheology reviews. 2004, 2(2), 143-170. |
| [28] | Min, T., Yoo, J Y., Choi, H., et al. Drag reduction by polymer additives in a turbulent channel flow. Journal of Fluid Mechanics, 2003, 486, 213-238. |
| [29] | Ayegba, P O., Edomwonyi-Otu, L C., Yusuf, N., et al. A review of drag reduction by additives in curved pipes for single-phase liquid and two-phase flows. Engineering Reports. 2021, 3(3), e12294. |
| [30] | Ayegba, P., Edomwonyi-Otu, L., Yusuf, N., et al. Drag reduction by additives in curved pipes for single phase liquid and two phase flows: A review. Authorea Preprints. 2020. |
| [31] | Abubakar, A., Al-Wahaibi, T., Al-Wahibi, Y., et al. Roles of drag reducing polymers in single- and multi-phase flows. Chemical Engineering Research and Design. 2014, 92(11), 2153-2181. |
| [32] | Karami, H., Mowla, D. Investigation of the effects of various parameters on pressure drop reduction in crude oil pipelines by drag reducing agents. Journal of Non-Newtonian Fluid Mechanics. 2012, 177, 37-45. |
| [33] | Mowla, D., Naderi, A. Experimental study of drag reduction by a polymeric additive in slug two-phase flow of crude oil and air in horizontal pipes. Chemical Engineering Science. 2006, 61(5), 1549-1954. |
| [34] | Mowla, D., Haramipour, M., Moshfeghian, M. The effect of dilute polymer solutions on drag reduction in horizontal two phase flow. International Journal for Engineering Analysis and Design. 1995, 2, 97-105. |
| [35] | Mowla, D., Hatamipour, M., Moshfeghian, M. A simple model for prediction of pressure drop horizontal two-phase flow. Iranian Journal of Science and Technology. 1991, 15, 177-185. |
| [36] | Abubakar, A., Al-Wahaibi, Y., Al-Wahaibi, T., et al. Effect of pipe diameter on horizontal oil-water flow before and after addition of drag-reducing polymer part I: Flow patterns and pressure gradients. Journal of Petroleum Science and Engineering. 2017, 153, 12-22. |
| [37] | Al-Sarkhi, A., Hanratty, T. Effect of pipe diameter on the performance of drag-reducing polymers in annular gas-liquid flows. Chemical Engineering Research and Design. 2001, 79(4), 402-408. |
| [38] | Mansour, A., Aswad, Z. A method to minimize costs or maximize flow rate of pumping crude oil inside pipelines using a new drag reducing additive. J Pipelines. 1989, 7(3), 301-305. |
| [39] | Hamouda, A A., Moshood, O T. Effect of temperature on degradation of polymer drag reduction and heat transfer in non-Newtonian fluid. In proceedings of the SPE International Conference on Oilfield Chemistry, Texas, USA, 2007; SPE-106081-MS. |
| [40] | Qing, M., Qi, J., Zhi, C., et al. Enhancement for drag reducer release efficiency from inverse polymer emulsion using pH-responsive dynamic covalent surfactant. Colloids and Surfaces A: Physicochemical and Engineering Aspects. 2024, 681, 132830. |
| [41] | Chen, W., Zhang, D., Wang, H., et al. A comparative evaluation of mechanically reinforced and heat-resistant organic powder/polyurethane elastomer hybrid composites. Iranian Polymer Journal. 2024, 33(1), 105-117. |
| [42] | Cheng, Z., Zhang, X., Song, X., et al. Investigation of drag reduction by slurry-like drag-reducing agent in microtube flow using response surface methodology (RSM). Scientific Reports. 2023, 13(1), 22433. |
| [43] | Baghele, P., Pachghare, P. Review on methods of drag reduction for two-phase horizontal flows. In proceedings of the AIP Conference Proceedings, Bangalore, India, 2021. |
| [44] | Vejahati, F. A conceptual framework for predicting the effectiveness of a drag reducing agent in liquid pipelines. In proceedings of the PSIG Annual Meeting, Baltimore, Maryland, USA, 2014; PSIG-1418. |
APA Style
Zhang, X., Guo, X., Xing, H., Yang, L., Shen, S., et al. (2025). Research on Influencing Factors and Prediction of Drag Reducing Agent Effectiveness in Oil Pipeline Transportation. International Journal of Economy, Energy and Environment, 10(2), 17-30. https://doi.org/10.11648/j.ijeee.20251002.11
ACS Style
Zhang, X.; Guo, X.; Xing, H.; Yang, L.; Shen, S., et al. Research on Influencing Factors and Prediction of Drag Reducing Agent Effectiveness in Oil Pipeline Transportation. Int. J. Econ. Energy Environ. 2025, 10(2), 17-30. doi: 10.11648/j.ijeee.20251002.11
AMA Style
Zhang X, Guo X, Xing H, Yang L, Shen S, et al. Research on Influencing Factors and Prediction of Drag Reducing Agent Effectiveness in Oil Pipeline Transportation. Int J Econ Energy Environ. 2025;10(2):17-30. doi: 10.11648/j.ijeee.20251002.11
@article{10.11648/j.ijeee.20251002.11,
author = {Xiaoxin Zhang and Xianwei Guo and Hao Xing and Lei Yang and Shi Shen and Huiyong Liang and Xin Lv},
title = {Research on Influencing Factors and Prediction of Drag Reducing Agent Effectiveness in Oil Pipeline Transportation
},
journal = {International Journal of Economy, Energy and Environment},
volume = {10},
number = {2},
pages = {17-30},
doi = {10.11648/j.ijeee.20251002.11},
url = {https://doi.org/10.11648/j.ijeee.20251002.11},
eprint = {https://article.sciencepublishinggroup.com/pdf/10.11648.j.ijeee.20251002.11},
abstract = {This study is a comprehensive and in-depth investigation of the performance of drag-reducing agents (DRA) for pipeline oil products. Systematic experiments were conducted using a specially constructed indoor loop experimental device, using drag reduction rate as a metric. During the experimental process, variables such as DRA concentration and Reynolds number were precisely regulated to analyze the mechanism and influence law of these factors on the drag reduction rate. Based on a large amount of experimental data, a drag reduction rate prediction fitting formula is proposed that integrally considers relevant parameters such as drag-reducing agent concentration, Reynolds number, temperature, pipe diameter, and oil properties. The structure of the formula is designed to incorporate the mechanism and influencing factors of the DRA, and specific coefficients are introduced to express the relationship between the drag reduction rate and various aspects. Subsequently, the formula is fitted and validated using indoor experimental data and field data from actual crude oil pipeline transportation. The results show that the proposed fitting formula has high accuracy and reliability under different operating conditions. This formula and the accompanying validation method are expected to be effective tools for predicting drag reduction rates. This study provides a solid theoretical basis and strong technical support for the optimization of the additive amount of DRA in the crude oil pipeline transportation process and the precise regulation of transportation parameters, which is expected to be widely used and deeply promoted in the pipeline transportation link in the field of petroleum industry, and provides a reference example for the subsequent related research and technical improvement.
},
year = {2025}
}
TY - JOUR T1 - Research on Influencing Factors and Prediction of Drag Reducing Agent Effectiveness in Oil Pipeline Transportation AU - Xiaoxin Zhang AU - Xianwei Guo AU - Hao Xing AU - Lei Yang AU - Shi Shen AU - Huiyong Liang AU - Xin Lv Y1 - 2025/03/21 PY - 2025 N1 - https://doi.org/10.11648/j.ijeee.20251002.11 DO - 10.11648/j.ijeee.20251002.11 T2 - International Journal of Economy, Energy and Environment JF - International Journal of Economy, Energy and Environment JO - International Journal of Economy, Energy and Environment SP - 17 EP - 30 PB - Science Publishing Group SN - 2575-5021 UR - https://doi.org/10.11648/j.ijeee.20251002.11 AB - This study is a comprehensive and in-depth investigation of the performance of drag-reducing agents (DRA) for pipeline oil products. Systematic experiments were conducted using a specially constructed indoor loop experimental device, using drag reduction rate as a metric. During the experimental process, variables such as DRA concentration and Reynolds number were precisely regulated to analyze the mechanism and influence law of these factors on the drag reduction rate. Based on a large amount of experimental data, a drag reduction rate prediction fitting formula is proposed that integrally considers relevant parameters such as drag-reducing agent concentration, Reynolds number, temperature, pipe diameter, and oil properties. The structure of the formula is designed to incorporate the mechanism and influencing factors of the DRA, and specific coefficients are introduced to express the relationship between the drag reduction rate and various aspects. Subsequently, the formula is fitted and validated using indoor experimental data and field data from actual crude oil pipeline transportation. The results show that the proposed fitting formula has high accuracy and reliability under different operating conditions. This formula and the accompanying validation method are expected to be effective tools for predicting drag reduction rates. This study provides a solid theoretical basis and strong technical support for the optimization of the additive amount of DRA in the crude oil pipeline transportation process and the precise regulation of transportation parameters, which is expected to be widely used and deeply promoted in the pipeline transportation link in the field of petroleum industry, and provides a reference example for the subsequent related research and technical improvement. VL - 10 IS - 2 ER -
Key Laboratory of Ocean Energy Utilization and Energy Conservation of Ministry of Education, Dalian University of Technology, Dalian, China
Key Laboratory of Ocean Energy Utilization and Energy Conservation of Ministry of Education, Dalian University of Technology, Dalian, China
Key Laboratory of Ocean Energy Utilization and Energy Conservation of Ministry of Education, Dalian University of Technology, Dalian, China
Key Laboratory of Ocean Energy Utilization and Energy Conservation of Ministry of Education, Dalian University of Technology, Dalian, China; Pipeline and Pipeline Network Transportation Safety Assurance Technology Innovation Team, Ningbo Institute of Dalian University of Technology, Ningbo, China
Pipeline and Pipeline Network Transportation Safety Assurance Technology Innovation Team, Ningbo Institute of Dalian University of Technology, Ningbo, China
Pipeline and Pipeline Network Transportation Safety Assurance Technology Innovation Team, Ningbo Institute of Dalian University of Technology, Ningbo, China
Pipeline and Pipeline Network Transportation Safety Assurance Technology Innovation Team, Ningbo Institute of Dalian University of Technology, Ningbo, China
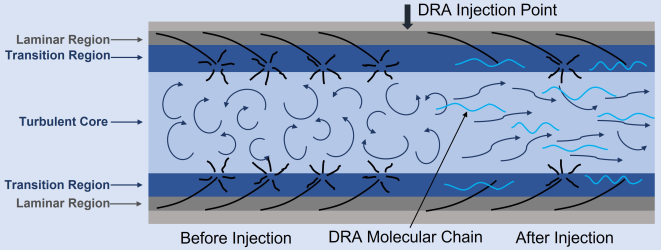
Figure 1. Schematic diagram of turbulent flow in pipeline before and after adding drag reducing agents [31].
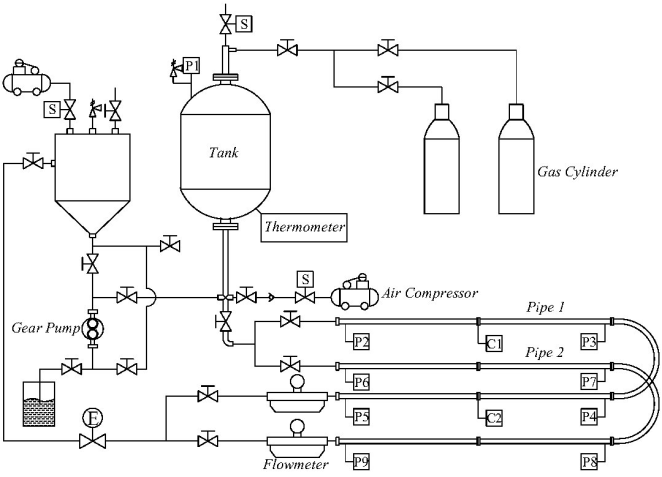
Figure 2. Schematic diagram of experimental apparatus.
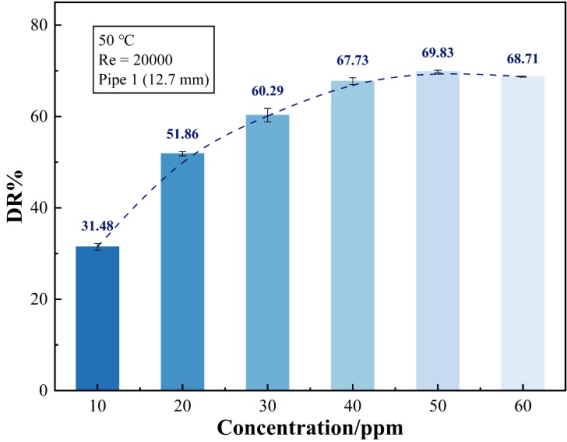
Figure 3. Variation of DR% with DRA concentration (50°C, Re=20000, Pipe 1).
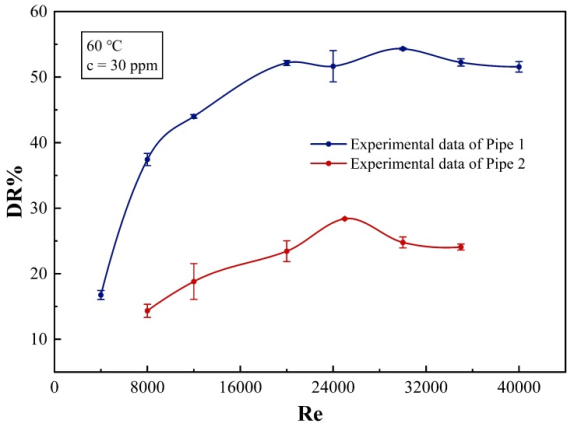
Figure 4. Variation of DR% with Reynolds number in different pipelines (60°C, c=30 ppm).
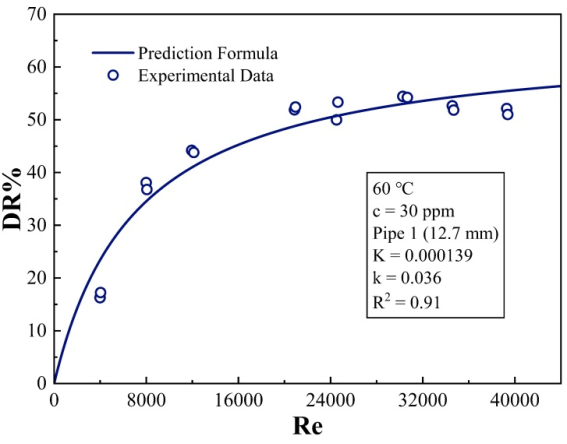
Figure 5. Comparison between prediction formula and experimental data (60°C, c=30 ppm, Pipe 1).
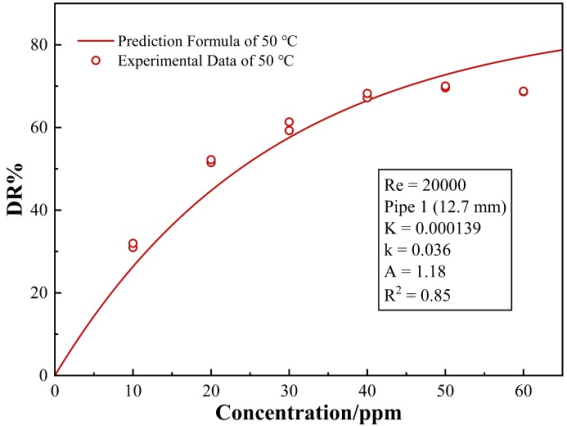
Figure 6. Comparison between prediction formula and experimental data (50°C, Re=20000, Pipe 1).
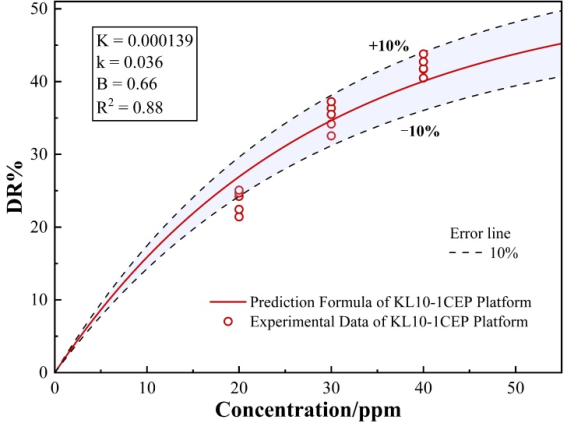
Figure 7. Comparison between prediction formula and experimental data (KL10-1CEP Platform).
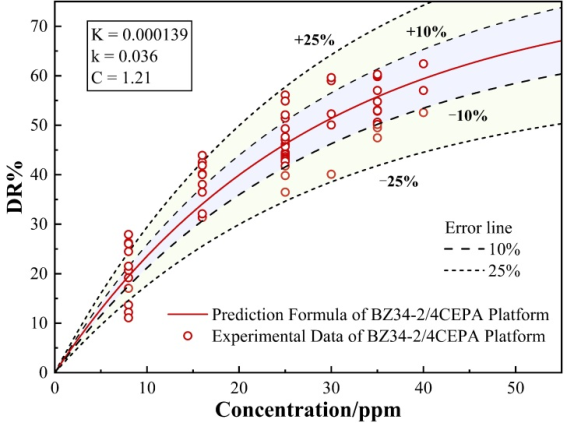
Figure 8. Comparison between prediction formula and experimental data (BZ34-2/4CEPA Platform).
Information

