Emulsion is the mixture of two immiscible liquid (water and oil) that found themselves together under agitation and turbulence in the presence of emulsifying agents like resins, fines, paraffins, sand etc. Crude oil emulsion is one of the major challenges in petroleum production and processing operations in the oil and gas industry. Several methods like chemical, thermal, and electrical or combination have been adopted to surmount these production challenges in the industry. In this study, the focus is on the chemical method (demulsifier) hence it is the most widely used method in Nigeria. The aim of this study is to develop a novel local demulsifier to address and avoid the formation of crude oil emulsions in the oil and gas sector while the objectives are to design novel demulsifiers from a local source, treat crude oil emulsion at various bottle test ratios and to determine the percentage of basic sediments and water (BS&W) left in the treated crude emulsion. An emulsion sample of crude oil was obtained and treated with three reagents. The analysis of the three reagents revealed that the treated crude substance formed an emulsion. The LD2 reagent demonstrated the most effective treatment in the confirmatory test, resulting in 86% oil, 12% sludge, and 2% water at a ratio of 0.2. Servo and LD1 both confirmed that the substance is composed of 90% oil and 10% contaminants, with a ratio of 0.6. LD1 outperformed Servo in the following ratios. Locally sourced demulsifiers demonstrate a high capacity to resolve emulsion challenges in the oil and gas sector and can serve as a cost-effective alternative to foreign demulsifiers, given their biodegradable nature.
| Published in | Petroleum Science and Engineering (Volume 9, Issue 2) |
| DOI | 10.11648/j.pse.20250902.11 |
| Page(s) | 48-54 |
| Creative Commons |
This is an Open Access article, distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution and reproduction in any medium or format, provided the original work is properly cited. |
| Copyright |
Copyright © The Author(s), 2025. Published by Science Publishing Group |
Local Demulsifier, Crude Oil, Emulsion, Treatment, Water
BS&W | Basic Sediment and Water |
LD1 | Local Demulsifier 1 |
LD2 | Local Demulsifier 2 |
OSW | Oil, Sediment (Sludge), Water |
| [1] | Adilbekova, A. O, Omarova, K. O, Karakulova, A, Musabekov, K. B (2015), Nonionic surfactants based on polyoxyalkylated copolymers used as demulsifying agents, Colloids and Surfaces A: Physicochemical and Engineering Aspects, Volume 480, 5 September 2015, Pages 433-438, |
| [2] | Abdulredha Murtada Mohammed, Siti Aslina Hussain, Luqman Chuah Abdullah, (2020): Optimization of the demulsification of water in oil emulsion via non-ionic surfactant by the response surface methods, Journal of Petroleum Science and Engineering, Volume 184, 106463, ISSN 0920-4105, |
| [3] | Abed S M, N H Abdurahman, R M Yunus, H A Abdulbari and S Akbari, (2019): Oil emulsions and the different recent demulsification techniques in the petroleum industry - A review. |
| [4] | Ahmed Abdulrazzaq Hadi, Ali Abdulkhabeer Ali, Mohammed Turki khathi, (2021): A review Of Emulsification Types, Formation Factors, And Current Treatment Methods, |
| [5] | Goodarzi F, Zendehboudi S, (2019). A comprehensive review on emulsions and emulsion stability in chemical and energy industries. Can J ChemEng 97(1): 281–309. |
| [6] | Kim, Y, Kim, H. W, and Park, H. J (2021), Effect of pea protein isolate incorporation on 3D printing performance and tailing effect of banana paste, LWT, Volume 150, October 2021, 111916, |
| [7] | Kang, W, Yin, X, Yang, H, Zhao, Y, Huang, Z, Hou, X, Sarsenbekuly, B, Zhu, Z, Wang, P, Zhang, X, Geng, J, Aidarova, S, (2018), Demulsification performance, behavior and mechanism of different demulsifiers on the light crude oil emulsions, Colloids and Surfaces A: Physicochemical and Engineering Aspects, Volume 545, 20 May 2018, Pages 197-204, |
| [8] | Lim, J. S, Wong, S. F, Law, M. C, Samyudia, Y, Dol, S. S, (2015), A review on the effects of emulsions on flow behaviors and common factors affecting the stability of emulsions, J. Appl. Sci., 15(2015), pp. 167-172, |
| [9] | Mohyaldinn ME, Hassan AM, Ayoub MA (2018). Application of emulsions and microemulsions in enhanced oil recovery and well stimulation. Intech Open, (tourism), p 13. |
| [10] | Matijasevic B, Banhart J (2006) Improvement of aluminium foam technology by tailoring of blowing agent. Scripta Mater 54(4): 503–508. |
| [11] | Petrowiki, (2015): Oil emulsion – Petrowiki – Seciety of Petroleum Engineers. |
| [12] | Orazbekuly, Y, Galina I. Boiko, Nina P. Lubchenko, Sergey A. Dergunov (2014), Novel high-molecular multifunctional reagent for the improvement of crude oil properties, Fuel Processing Technology, Volume 128, December 2014, Pages 349-353, |
| [13] | Otarbaev, N. S, Kapustin, V. M, Nadirov, K. S, Bimbetova, G. Z, Zhantasov, M. K, and Nadirov, R. K. (2019), New Potential Demulsifiers Obtained by Processing Gossypol Resin, Indones. J. Chem., 2019, 19(4), 959 – 966. |
| [14] | Saidulla Faizullayev, Akbota Adilbekova, Wojciech Kujawski, Mojtaba Mirzaeian, (2022): Recent demulsification methods of crude oil emulsions – Brief review, Journal of Petroleum Science and Engineering, Volume 215, Part B, 110643, |
| [15] | Saad, M. A., Kamil, M., Abdurahman, N. H., Yunus, R. M., & Awad, O. I. (2019). An overview of recent advances in state-of-the-art techniques in the demulsification of crude oil emulsions. Processes, 7(7), 470. |
| [16] | Sabati, H., and Motamedi, H. (2018), Investigation of the relationship between cell surface hydrophobicity and demulsifying capability of biodemulsifier-producing bacteria. Front. Biol. 13, 358–365 (2018). |
| [17] | Sofiah Atirah Raya, Ismail Mohd Saaid, Abdelazim Abbas Ahmed, Abubakar Abubakar Umar, (2020). A critical review of development and demulsification mechanisms of crude oil emulsion in the petroleum industry. Journal of Petroleum Exploration and Production Technology |
| [18] | Sousa, A. M, Pereiram M. J, Matos, H. A (2022), Oil-in-water and water-in-oil emulsions formation and demulsification, Journal of Petroleum Science and Engineering, Volume 210, March 2022, 110041, |
| [19] | Sjöblom J (2001) Encyclopedic Handbook of Emulsion Technology. Crc Press, Hoboken. |
| [20] | Sunil L. Kokai, Saudi Aramco, (2017): Crude oil Emulsion, Petroleum Engineering Handbook page 533-570. |
| [21] | Umar, A. A, Ismail Bin Mohd Saaid, Aliyu Adebayo Sulaimon, Rashidah Bint Mohd Pilus (2018), A review of petroleum emulsions and recent progress on water-in-crude oil emulsions stabilized by natural surfactants and solids, Journal of Petroleum Science and Engineering Volume 165, June 2018, Pages 673-690, |
| [22] | Wong, S. F, Lim, J. S, Dol, S. S (2015), Crude oil emulsion: A review on formation, classification and stability of water-in-oil emulsions, Journal of Petroleum Science and Engineering, Volume 135, November 2015, Pages 498-504, |
| [23] | Zadymova, N. M, Skvortsova, Z. N, Traskin, V. Y, Yampol’skaya, G. P, Mironova, M. V, Frenkin, E. I, Kulichikhin, V. G & Malkin, A. Y. (2016), Heavy oil as an Emulsion: Composition, Structure, and Rheological Properties, Colloid J 78, 735–746 (2016). |
| [24] | Zolfaghari R, Fakhru’l-Razi A, Abdullah LC, Elnashaie SSEH, Pendashteh A (2016) Demulsification techniques of water-in-oil and oil-in-water emulsions in petroleum industry. Separation Purification Technology 170: 377–407. |
APA Style
Chukwudi, E., Uche, O. (2025). Novel Local Demulsifiers for Crude Oil Emulsion Treatment in Oil and Gas Industry. Petroleum Science and Engineering, 9(2), 48-54. https://doi.org/10.11648/j.pse.20250902.11
ACS Style
Chukwudi, E.; Uche, O. Novel Local Demulsifiers for Crude Oil Emulsion Treatment in Oil and Gas Industry. Pet. Sci. Eng. 2025, 9(2), 48-54. doi: 10.11648/j.pse.20250902.11
@article{10.11648/j.pse.20250902.11,
author = {Emuchuo Chukwudi and Osokogwu Uche},
title = {Novel Local Demulsifiers for Crude Oil Emulsion Treatment in Oil and Gas Industry
},
journal = {Petroleum Science and Engineering},
volume = {9},
number = {2},
pages = {48-54},
doi = {10.11648/j.pse.20250902.11},
url = {https://doi.org/10.11648/j.pse.20250902.11},
eprint = {https://article.sciencepublishinggroup.com/pdf/10.11648.j.pse.20250902.11},
abstract = {Emulsion is the mixture of two immiscible liquid (water and oil) that found themselves together under agitation and turbulence in the presence of emulsifying agents like resins, fines, paraffins, sand etc. Crude oil emulsion is one of the major challenges in petroleum production and processing operations in the oil and gas industry. Several methods like chemical, thermal, and electrical or combination have been adopted to surmount these production challenges in the industry. In this study, the focus is on the chemical method (demulsifier) hence it is the most widely used method in Nigeria. The aim of this study is to develop a novel local demulsifier to address and avoid the formation of crude oil emulsions in the oil and gas sector while the objectives are to design novel demulsifiers from a local source, treat crude oil emulsion at various bottle test ratios and to determine the percentage of basic sediments and water (BS&W) left in the treated crude emulsion. An emulsion sample of crude oil was obtained and treated with three reagents. The analysis of the three reagents revealed that the treated crude substance formed an emulsion. The LD2 reagent demonstrated the most effective treatment in the confirmatory test, resulting in 86% oil, 12% sludge, and 2% water at a ratio of 0.2. Servo and LD1 both confirmed that the substance is composed of 90% oil and 10% contaminants, with a ratio of 0.6. LD1 outperformed Servo in the following ratios. Locally sourced demulsifiers demonstrate a high capacity to resolve emulsion challenges in the oil and gas sector and can serve as a cost-effective alternative to foreign demulsifiers, given their biodegradable nature.},
year = {2025}
}
TY - JOUR T1 - Novel Local Demulsifiers for Crude Oil Emulsion Treatment in Oil and Gas Industry AU - Emuchuo Chukwudi AU - Osokogwu Uche Y1 - 2025/07/28 PY - 2025 N1 - https://doi.org/10.11648/j.pse.20250902.11 DO - 10.11648/j.pse.20250902.11 T2 - Petroleum Science and Engineering JF - Petroleum Science and Engineering JO - Petroleum Science and Engineering SP - 48 EP - 54 PB - Science Publishing Group SN - 2640-4516 UR - https://doi.org/10.11648/j.pse.20250902.11 AB - Emulsion is the mixture of two immiscible liquid (water and oil) that found themselves together under agitation and turbulence in the presence of emulsifying agents like resins, fines, paraffins, sand etc. Crude oil emulsion is one of the major challenges in petroleum production and processing operations in the oil and gas industry. Several methods like chemical, thermal, and electrical or combination have been adopted to surmount these production challenges in the industry. In this study, the focus is on the chemical method (demulsifier) hence it is the most widely used method in Nigeria. The aim of this study is to develop a novel local demulsifier to address and avoid the formation of crude oil emulsions in the oil and gas sector while the objectives are to design novel demulsifiers from a local source, treat crude oil emulsion at various bottle test ratios and to determine the percentage of basic sediments and water (BS&W) left in the treated crude emulsion. An emulsion sample of crude oil was obtained and treated with three reagents. The analysis of the three reagents revealed that the treated crude substance formed an emulsion. The LD2 reagent demonstrated the most effective treatment in the confirmatory test, resulting in 86% oil, 12% sludge, and 2% water at a ratio of 0.2. Servo and LD1 both confirmed that the substance is composed of 90% oil and 10% contaminants, with a ratio of 0.6. LD1 outperformed Servo in the following ratios. Locally sourced demulsifiers demonstrate a high capacity to resolve emulsion challenges in the oil and gas sector and can serve as a cost-effective alternative to foreign demulsifiers, given their biodegradable nature. VL - 9 IS - 2 ER -
Department of Petroleum and Gas Engineering, Faculty of Engineering, University of Port Harcourt, Port Harcourt, Nigeria
Department of Petroleum and Gas Engineering, Faculty of Engineering, University of Port Harcourt, Port Harcourt, Nigeria
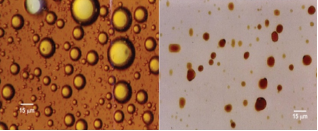
Figure 1. Photomicrograph of a water-in-oil emulsion and Photomicrograph of an oil-in-water emulsion [11].
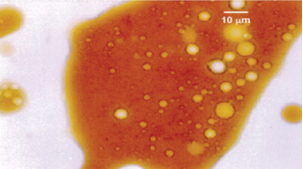
Figure 2. Photomicrograph of a water-in-oil-in-water emulsion [11].
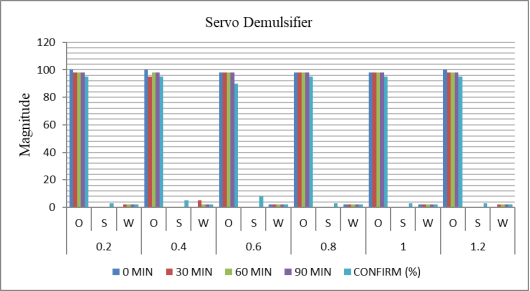
Figure 3. Result of servo in the crude oil emulsion treatment.
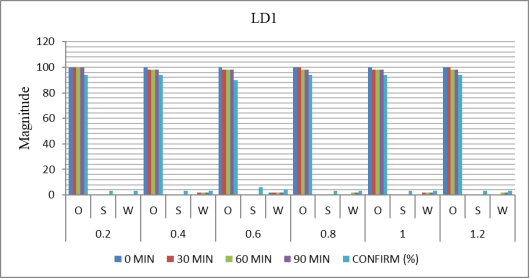
Figure 4. Result of LD1 in the crude oil emulsion treatment.
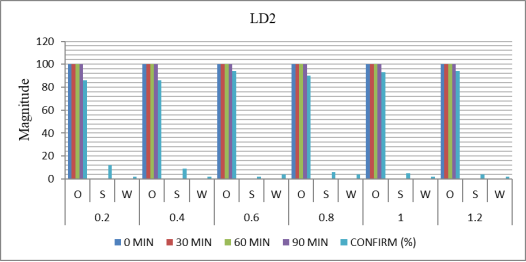
Figure 5. Result of LD2 in the crude oil emulsion treatment.
Information

