Abstract
This article investigates the optimization of cutting conditions in the mechanical machining of metals on milling machines. The study focuses on improving machining efficiency, enhancing surface quality, and extending tool life by selecting optimal process parameters. The main objective of the research is to analyze the influence of key milling parameters, including cutting speed, feed rate, and depth of cut, on the performance of the machining process. The research methodology is based on analytical evaluation and comparative analysis of different cutting regimes. The relationships between cutting parameters and machining outcomes such as productivity, tool wear, and surface finish are systematically examined. Special attention is given to identifying parameter combinations that ensure stable cutting conditions and minimize energy consumption. The results show that the proper selection and optimization of cutting parameters significantly improve machining efficiency and reduce tool wear. It is found that increasing cutting speed within optimal limits enhances productivity, while appropriate feed rate and depth of cut contribute to better surface quality and longer tool life. In conclusion, the proposed approach to optimizing cutting conditions provides a practical framework for improving milling performance in industrial applications. The findings of this study can be effectively applied in manufacturing processes to achieve higher productivity, reduced costs, and improved product quality.
|
Published in
|
Science Discovery Physics (Volume 1, Issue 2)
|
|
DOI
|
10.11648/j.sdp.20260102.15
|
|
Page(s)
|
131-136 |
|
Creative Commons
|

This is an Open Access article, distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution and reproduction in any medium or format, provided the original work is properly cited.
|
|
Copyright
|
Copyright © The Author(s), 2026. Published by Science Publishing Group
|
Keywords
Milling, Cutting Process, Cutting Speed, Pulling Speed, Depth of Cut, Optimization, Metal Machining
1. Introduction
Cutting regimes are established by technologists in accordance with established standards. However, actual production conditions usually differ from those considered in these standards. Factors such as the dynamic state of the machine tool, variations in the properties of workpieces manufactured from raw materials of different batches, differences in the properties of cutting tools from various batches, and other influences play a significant role.
Therefore, it is impossible to fully account for real production conditions at the stage of technological process design. Moreover, the influence of subjective factors under practical conditions is inevitable.
In addition, the task of optimizing cutting regimes becomes even more complex when machining new materials, applying new tool materials, and introducing new technological processes.
Existing methods and systems for controlling and optimizing cutting regimes are either based on empirical indicators of the cutting process obtained under specific experimental conditions that do not fully reflect the actual state of the machine-tool system, or they require substantial material costs and additional hardware for implementation. At the same time, their control efficiency remains relatively low.
Loss of accuracy in evaluating cutting process parameters inevitably leads to economic losses. These losses are manifested in equipment downtime, idle labor, additional working hours, disruption of production rhythm, and accelerated wear of cutting tools. Consequently, this negatively affects product quality and may result in penalty sanctions due to failure to fulfill contractual obligations
| [1] | Avrutin S. V. Milling Practice. Moscow: All-Union Educational and Pedagogical Publishing House “Proftekhizdat”, 1963. p. 424. |
| [2] | Computer-Aided Design System of Technological Processes for Mechanical Assembly Production. Edited by Kapustin N. M. Moscow: Mashinostroenie, 1979. – 247 p. |
[1, 2]
.
Economic losses increase the cost of production, while inefficient use of equipment reduces manufacturing productivity.
The desire to eliminate these shortcomings has led to the development of automated control systems. These systems make it possible to optimize the metal-cutting process directly under actual production conditions based on real-time data obtained from parameters affecting the quality and conditions of the cutting process.
The objective of such control systems—known as adaptive systems—is to adjust the controllable parameters of the cutting process in such a way that the extremum of the selected optimization criterion (such as productivity, production cost, and others) is ensured under random disturbances.
In this case, the parameters of the cutting process must be adjusted in real time. According to the GOST 15971-90 standard, real-time operation is defined as a mode of information processing that ensures interaction between an information-processing system and external processes at a rate corresponding to the speed of these processes
| [3] | Adaptive Machine Tool Control. Edited by Balakshin B. S. Moscow: Mashinostroenie, 1973. – 688 p. |
| [4] | Aritkulova E. V. Stochastic optimization of face milling considering the influence of production disturbance factors: Dissertation for the degree of Candidate of Technical Sciences: 05.02.08. Moscow, 1993. – 227 p. |
[3, 4]
.
The machining process determines the rate of interaction between the information-processing system and external processes, and this rate corresponds to the tool life of the cutting instrument. An analysis of certain self-learning methods applied to the cutting process—such as the stochastic approximation method proposed by Herbert Robbins and Sutton Monro, as well as the processes developed by Jack Kiefer and Jacob Wolfowitz—has shown that they are simple and require minimal prior and current information about the cutting process.
However, due to this simplicity, the convergence to the optimal value occurs very slowly, making their effective application in real-time practice difficult. Therefore, accelerating the self-learning process to the maximum extent is a pressing task.
In particular, this can be achieved by making fuller use of prior and current information about the cutting process. The self-learning process can be significantly accelerated by employing an explicit representation of the relationship between tool life and cutting speed in the region of optimal cutting conditions.
In real-time self-learning, the parameters of the tool life relationship are sequentially refined. For this purpose, all previous iterative calculation results are utilized, and the cutting speed for the subsequent stage is calculated based on the refined tool life relationship.
Although various formulas have been proposed by researchers to describe the dependence of tool life on cutting speed, the most widely used in practice is the power-law relationship proposed by Frederick Winslow Taylor, known as the Taylor formula.
Here:
V – cutting speed, m/min;
S – feed, mm/rev;
t – depth of cut, mm;
HB – hardness of the material being machined;
CT, m, x, y, z – empirical exponent coefficients;
Although the real durability (tool life) of a cutting tool has a rather complex dependence, within a limited range of cutting speeds it can be expressed with sufficient accuracy using a power-law relationship. In practice, this method is widely used
| [5] | Batuev V. A., Batuev V. V. Feed control to ensure machining accuracy of spatially complex surfaces on CNC machines // Proceedings of the International Scientific and Technical Conference. Barnaul: Publishing House of Altai State Technical University named after I. I. Polzunov, 2003. pp. 11–12. |
| [6] | KIMOV A. V. Thermophysics of Machining. Study guide for universities. Kyiv; Odesa: Lybid, 1991. |
[5, 6]
.
When applying the power-law (step-type) relationship proposed by Frederick Winslow Taylor, and taking the mathematical expectation of machining cost (expressed in machine-minutes) as the optimality criterion, it becomes possible to optimize the parameters of the cutting process more accurately.
Here:
tD – working cycle time;
T – mathematical expectation of the tool life of the cutter per unit cutting time;
Ʌ – cutting time coefficient;
E̅ – average time spent on tool replacement and readjustment;
Taking the working cycle time tD into account, a simple expression for determining the optimal cutting speed V can be obtained.
This expression is based on the tool life equation proposed by Frederick Winslow Taylor and is derived from the condition of minimizing the mathematical expectation of machining cost during the cutting process.
As a result, a simple formula is obtained for determining the optimal cutting speed V.
Here:
T – mathematical expectation of the tool life period (in units of cutting time);
Ʌ – cutting time coefficient;
E̅ – average costs spent on tool replacement and readjustment (in machine-minutes);
C – constant coefficient of the tool life relationship.
The task is to optimally estimate the parameters of the tool life relationship based on experimental values of tool life T1, T2,…, Tn; T1, T2,…, Tn; T1, T2,…, Tn obtained at cutting speeds V1, V2,…, Vn; V1, V2,…, Vn; V1, V2,…, Vn and then perform calculations using the proposed formula.
Here:
Tᵢ⁺; Tᵢ⁻ – the stability (tool life) obtained at cutting speeds Vᵢ + Cᵢ and Vᵢ − Cᵢ respectively;
Eᵢ⁺; Eᵢ⁻ – the time spent on tool replacement and readjustment during the tool life period, respectively;
C′ – constant, independent of machining diameter length and cutting speed-related feed;
aᵢ, Cᵢ – coefficients.
Real-time self-learning-based optimization of the cutting process has a specific feature: not all cutting regime parameters require such optimization
| [7] | Loladze T. N. Strength and Wear Resistance of Cutting Tools // Moscow: “Mashinostroenie”, 1982. – 320 p. |
| [8] | Matalin A. A. Technology of Mechanical Machining. Leningrad: “Mashinostroenie” (Leningrad branch), 1977. – 464 p. |
[7, 8]
.
The cutting depth t should preferably be chosen at the maximum possible value within the limit of excess material left for machining. Similarly, the feed S is also beneficial to take at the maximum possible value, considering technological constraints, machine capabilities, and tool properties.
Therefore, essentially only one parameter remains for optimization — the cutting speed V.
In this regard, the tool life relationship proposed by Frederick Winslow Taylor (Taylor’s equation) can be simplified.
Here:
The constant coefficient C is determined based on other cutting process parameters (such as depth of cut t, feed S, etc.), assuming they are considered constant during the real-time self-learning process. Also, only the parameter C is subject to estimation
| [9] | Nemilov E. F. Electro-discharge Machining of Materials. Leningrad: “Mashinostroenie”, 1989. – 234 p. |
| [10] | General Mechanical Engineering Standards of Time and Cutting Modes for Work Rationing on Universal and Multi-Operation CNC Machines. Part I. Time Standards // Moscow: Ekonomika, 1990. – 206 p. |
[9, 10]
.
In the process of real-time self-learning, several methods for estimating the parameters of the tool life relationship were considered:
2. Materials and Research Results
Least Squares Method (LSM): Each method has its own characteristics, advantages, and disadvantages in terms of estimation accuracy, computational algorithm complexity, and suitability for real-time implementation.
When applying the Least Squares Method (LSM), the results depend on which optimality criterion is chosen — that is, which cutting process parameter should be estimated as accurately as possible. This may be only tool life, or wear intensity, or the machining time of a single part.
In the general case, the estimation by the Least Squares Method (LSM) is expressed as follows:
Let
(T) – some indicator of the cutting process that depends on tool life T;
(Tᵢ) – the value of this indicator calculated based on experimental tool life values;
(Tᵢ) – the measured (experimental) value of the indicator corresponding to Ti;
(T) – the calculated (modeled) value of the indicator.
Then, the criterion for estimating the parameters of the tool life relationship using the Least Squares Method is written as:
This formula ensures that the parameters being estimated based on all experimental values are determined with the smallest possible error.
∆(C,m)=
Optimal parameters C and t are selected in such a way that the above criterion — the mean square error between experimental values and calculated values — is minimized
| [11] | General Mechanical Engineering Standards of Time and Cutting Modes for Work Rationing on Universal and Multi-Operation CNC Machines. Part II. Cutting Mode Standards // Moscow: Ekonomika, 1990. – 206 p. |
| [12] | Reznikov A. N. Thermophysics of Material Machining Processes // Moscow: “Mashinostroenie”, 1981. – 279 p. |
[11, 12]
.
Milling is the process of removing a layer of material using a multi-tooth cutting tool. This process is widely used in metalworking.
The main motions in the milling process are:
the main motion (rotation of the cutter);
the feed motion;
adjustment motions.
Advantages of milling include: high productivity; the ability to produce complex surfaces; a high level of accuracy; and the capability to machine a wide range of materials. During milling, cutting forces, temperature, and deformation processes occur. These factors significantly affect the efficiency of the cutting process
| [13] | Stepanov A. High-speed milling in modern production // CAD/CAM/CAE Observer. – 2003. – No. 4. – pp. 2–8. |
| [14] | Stepanov A. High-speed milling in modern production // CAD/CAM/CAE Observer. – 2004. – No. 1. – pp. 71–78. |
[13, 14]
.
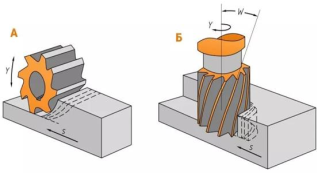
Figure 1. Cutting regime in the milling process.
During the milling process, the cutting regime is characterized by the following main parameters:
cutting speed;
feed motion;
depth of cut.
Cutting speed depends on the cutter diameter and its rotational speed.
Where:
V – cutting speed (m/min);
D – cutter diameter (mm);
n – rotational speed (rev/min).
An increase in cutting speed improves productivity, but excessively high values lead to rapid tool wear.
Feed motion refers to the amount of displacement per tooth of the cutter
| [15] | Fateev N. K. Technology of Electrical Discharge Machining. Leningrad: “Mashinostroenie”, 1990. – 189 p. |
| [16] | Shestakova Zh. V., Shashok A. V. Prediction of adhesive wear of face milling cutters // Bulletin of Orenburg State University, 2004, No. 10, pp. 149–152. |
[15, 16]
.
Here:
S – total feed motion; Sz – feed per tooth;
Z – number of cutter teeth; n – rotational speed of the cutter.
3. Results
The depth of cut refers to the thickness of the material layer removed during the machining process. The depth of cut depends on the following factors:
machine tool power;
cutter strength (durability);
workpiece material.
Table 1. Recommended cutting regimes for different m aterials.
Material | Kesish tezligi (m/min | Oziqlanish (mm/tish) |
Po‘lat | 80–120 | 0.05–0.12 |
Cho‘yan | 60-90 | 0.08–0.15 |
Alyuminiy | 200–400 | 0.10–0.25 |
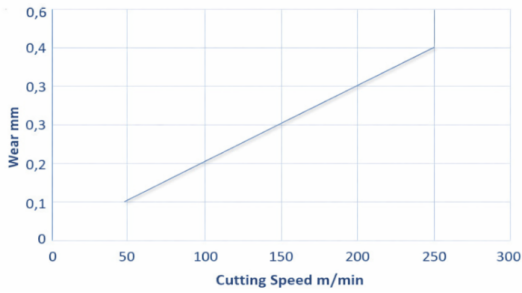
Figure 2. A linear relationship between tool life and cutting speed is shown.
The efficiency of the cutting process is influenced by the following factors:
Material properties – The hardness and strength of the material have a significant impact on the cutting process
| [19] | H. Schulz. Scientific Fundamentals of High-Speed Cutting // Munich: Carl Hanser Verlag, 2001. |
[19]
.
Cutting tool material – Cutting tools are made from the following materials: high-speed steel, hard alloys, ceramic materials, and synthetic diamond.
Cooling fluids – The use of cooling fluids during cutting reduces friction and lowers the temperature in the cutting zone.
Optimization of cutting regimes plays an important role in improving production efficiency. The main optimization methods include:
Experimental method – experiments are conducted under different cutting parameters, and optimal values are determined.
Mathematical modeling – mathematical models of the cutting process are developed and optimal parameters are calculated
| [17] | Kimov A. V. Thermophysics of Mechanical Machining. Textbook for universities. Kyiv; Odesa: Lybid, 1991. |
| [18] | T. Skopecek, J. Svoboda, P. Hofmann. Heat influence during hard HSC milling // 2003. – 5. – pp. 10–14. |
[17, 18]
.
Computer simulation – modern CAD/CAM systems are used to simulate the cutting process.
According to research results, optimization of cutting regimes leads to the following improvements:
1) tool life increases by 25–30%;
2) production productivity increases by 20%;
3) surface quality of the part is improved;
4) energy consumption is reduced.
4. Conclusions
The results obtained from this study show that optimization of cutting regimes in milling operations plays an important role in improving production efficiency. By properly selecting parameters such as cutting speed, feed rate, and depth of cut, the tool life is extended, the surface quality of the workpiece is improved, and production costs are reduced.
Based on the diagram of the linear relationship between tool life and cutting speed, it was determined that at a cutting speed of 50 mm/min the wear is 0.1 mm, at 100 mm/min it is 0.2 mm, and at 150 mm/min it is 0.3 mm. This means that as cutting speed increases, tool wear also increases.
In modern production, the extensive use of mathematical modeling, computer simulation, and experimental research helps to optimize the cutting process.
Abbreviations
S | Total Feed Motion |
Sz | Feed per Tooth |
Z | Number of Cutter Teeth |
n | Rotational Speed of the Cutter |
Author Contributions
Kenjaboev Shukurjon: Conceptualization, Methodology, Project administration, Supervision, Writing – review & editing
Abduhamitov Akmaljon: Data curation, Formal analysis, Investigation, Methodology, Resources, Software, Validation, Visualization, Writing – original draft
Conflicts of Interest
The authors declare no conflicts of interest.
References
| [1] |
Avrutin S. V. Milling Practice. Moscow: All-Union Educational and Pedagogical Publishing House “Proftekhizdat”, 1963. p. 424.
|
| [2] |
Computer-Aided Design System of Technological Processes for Mechanical Assembly Production. Edited by Kapustin N. M. Moscow: Mashinostroenie, 1979. – 247 p.
|
| [3] |
Adaptive Machine Tool Control. Edited by Balakshin B. S. Moscow: Mashinostroenie, 1973. – 688 p.
|
| [4] |
Aritkulova E. V. Stochastic optimization of face milling considering the influence of production disturbance factors: Dissertation for the degree of Candidate of Technical Sciences: 05.02.08. Moscow, 1993. – 227 p.
|
| [5] |
Batuev V. A., Batuev V. V. Feed control to ensure machining accuracy of spatially complex surfaces on CNC machines // Proceedings of the International Scientific and Technical Conference. Barnaul: Publishing House of Altai State Technical University named after I. I. Polzunov, 2003. pp. 11–12.
|
| [6] |
KIMOV A. V. Thermophysics of Machining. Study guide for universities. Kyiv; Odesa: Lybid, 1991.
|
| [7] |
Loladze T. N. Strength and Wear Resistance of Cutting Tools // Moscow: “Mashinostroenie”, 1982. – 320 p.
|
| [8] |
Matalin A. A. Technology of Mechanical Machining. Leningrad: “Mashinostroenie” (Leningrad branch), 1977. – 464 p.
|
| [9] |
Nemilov E. F. Electro-discharge Machining of Materials. Leningrad: “Mashinostroenie”, 1989. – 234 p.
|
| [10] |
General Mechanical Engineering Standards of Time and Cutting Modes for Work Rationing on Universal and Multi-Operation CNC Machines. Part I. Time Standards // Moscow: Ekonomika, 1990. – 206 p.
|
| [11] |
General Mechanical Engineering Standards of Time and Cutting Modes for Work Rationing on Universal and Multi-Operation CNC Machines. Part II. Cutting Mode Standards // Moscow: Ekonomika, 1990. – 206 p.
|
| [12] |
Reznikov A. N. Thermophysics of Material Machining Processes // Moscow: “Mashinostroenie”, 1981. – 279 p.
|
| [13] |
Stepanov A. High-speed milling in modern production // CAD/CAM/CAE Observer. – 2003. – No. 4. – pp. 2–8.
|
| [14] |
Stepanov A. High-speed milling in modern production // CAD/CAM/CAE Observer. – 2004. – No. 1. – pp. 71–78.
|
| [15] |
Fateev N. K. Technology of Electrical Discharge Machining. Leningrad: “Mashinostroenie”, 1990. – 189 p.
|
| [16] |
Shestakova Zh. V., Shashok A. V. Prediction of adhesive wear of face milling cutters // Bulletin of Orenburg State University, 2004, No. 10, pp. 149–152.
|
| [17] |
Kimov A. V. Thermophysics of Mechanical Machining. Textbook for universities. Kyiv; Odesa: Lybid, 1991.
|
| [18] |
T. Skopecek, J. Svoboda, P. Hofmann. Heat influence during hard HSC milling // 2003. – 5. – pp. 10–14.
|
| [19] |
H. Schulz. Scientific Fundamentals of High-Speed Cutting // Munich: Carl Hanser Verlag, 2001.
|
Cite This Article
-
APA Style
Shukurjon, K., Akmaljon, A. (2026). Optimization of Cutting Parameters in Metal Machining on Milling Machines. Science Discovery Physics, 1(2), 131-136. https://doi.org/10.11648/j.sdp.20260102.15
 Copy
|
Copy
|
 Download
Download
ACS Style
Shukurjon, K.; Akmaljon, A. Optimization of Cutting Parameters in Metal Machining on Milling Machines. Sci. Discov. Phys. 2026, 1(2), 131-136. doi: 10.11648/j.sdp.20260102.15
Copy
|
Download
AMA Style
Shukurjon K, Akmaljon A. Optimization of Cutting Parameters in Metal Machining on Milling Machines. Sci Discov Phys. 2026;1(2):131-136. doi: 10.11648/j.sdp.20260102.15
Copy
|
Download
-
@article{10.11648/j.sdp.20260102.15,
author = {Kenjaboev Shukurjon and Abduhamitov Akmaljon},
title = {Optimization of Cutting Parameters in Metal Machining on Milling Machines},
journal = {Science Discovery Physics},
volume = {1},
number = {2},
pages = {131-136},
doi = {10.11648/j.sdp.20260102.15},
url = {https://doi.org/10.11648/j.sdp.20260102.15},
eprint = {https://article.sciencepublishinggroup.com/pdf/10.11648.j.sdp.20260102.15},
abstract = {This article investigates the optimization of cutting conditions in the mechanical machining of metals on milling machines. The study focuses on improving machining efficiency, enhancing surface quality, and extending tool life by selecting optimal process parameters. The main objective of the research is to analyze the influence of key milling parameters, including cutting speed, feed rate, and depth of cut, on the performance of the machining process. The research methodology is based on analytical evaluation and comparative analysis of different cutting regimes. The relationships between cutting parameters and machining outcomes such as productivity, tool wear, and surface finish are systematically examined. Special attention is given to identifying parameter combinations that ensure stable cutting conditions and minimize energy consumption. The results show that the proper selection and optimization of cutting parameters significantly improve machining efficiency and reduce tool wear. It is found that increasing cutting speed within optimal limits enhances productivity, while appropriate feed rate and depth of cut contribute to better surface quality and longer tool life. In conclusion, the proposed approach to optimizing cutting conditions provides a practical framework for improving milling performance in industrial applications. The findings of this study can be effectively applied in manufacturing processes to achieve higher productivity, reduced costs, and improved product quality.},
year = {2026}
}
Copy
|
Download
-
TY - JOUR
T1 - Optimization of Cutting Parameters in Metal Machining on Milling Machines
AU - Kenjaboev Shukurjon
AU - Abduhamitov Akmaljon
Y1 - 2026/05/12
PY - 2026
N1 - https://doi.org/10.11648/j.sdp.20260102.15
DO - 10.11648/j.sdp.20260102.15
T2 - Science Discovery Physics
JF - Science Discovery Physics
JO - Science Discovery Physics
SP - 131
EP - 136
PB - Science Publishing Group
SN - 3071-5458
UR - https://doi.org/10.11648/j.sdp.20260102.15
AB - This article investigates the optimization of cutting conditions in the mechanical machining of metals on milling machines. The study focuses on improving machining efficiency, enhancing surface quality, and extending tool life by selecting optimal process parameters. The main objective of the research is to analyze the influence of key milling parameters, including cutting speed, feed rate, and depth of cut, on the performance of the machining process. The research methodology is based on analytical evaluation and comparative analysis of different cutting regimes. The relationships between cutting parameters and machining outcomes such as productivity, tool wear, and surface finish are systematically examined. Special attention is given to identifying parameter combinations that ensure stable cutting conditions and minimize energy consumption. The results show that the proper selection and optimization of cutting parameters significantly improve machining efficiency and reduce tool wear. It is found that increasing cutting speed within optimal limits enhances productivity, while appropriate feed rate and depth of cut contribute to better surface quality and longer tool life. In conclusion, the proposed approach to optimizing cutting conditions provides a practical framework for improving milling performance in industrial applications. The findings of this study can be effectively applied in manufacturing processes to achieve higher productivity, reduced costs, and improved product quality.
VL - 1
IS - 2
ER -
Copy
|
Download